技術パラメータのセンサー - 力、圧力、トルク
技術プロセスの自動化された高精度制御を実装するには、主要な技術パラメータの現在値に関する情報を自由に使えるようにすることが常に必要です。通常、この目的には、力、圧力、トルクなどのさまざまなセンサーが使用されます。3 種類のセンサーを見て、その動作原理を理解しましょう。

まず第一に、力センサーまたはトルクセンサーの構築では感応要素が使用され、その特定の特性が外部の影響による現在の変形の程度に応じて変化することに注意してください。
これらは、弾性のある金属プレート、スプリング、またはシャフトであり、その変形は磁歪素子、圧電素子、または半導体素子に伝達され、その電気的または磁気的パラメータは変形の程度に直接依存します。変形のサイズ、およびそれに応じて力(圧力、トルク)のアイデアを得るには、このパラメータを測定するだけで十分です。
張力測定ひずみゲージ

に基づいた最も単純なひずみゲージ ひずみゲージワイヤーコンバータ 変形を受ける機械的弾性要素とそれに取り付けられたひずみゲージで構成されており、その変形は直接電気信号に変換されます。
細い(直径 15 ~ 60 ミクロンの)ニクロム線、コンスタンタン線、またはエリンバー線を蛇のように折り曲げてフィルムの裏紙に固定すると、ひずみゲージ センサーとして機能します。このようなトランスデューサは、変形を測定する表面に接着されます。
機械的弾性要素の変形により、ワイヤはその長さに沿って伸縮し、その断面積は減少または増加し、電流に対するコンバータの抵抗の変化に影響を与えます。
この抵抗(両端の電圧降下)を測定することで、変形した要素の機械的パラメータがわかっている場合、機械的変形の大きさ、およびそれに応じて力がわかります。
圧力計トルクセンサー

力のモーメントを測定するには、技術プロセス中にねじられるスプリングまたは細いシャフトの形の敏感な弾性要素が使用されます。弾性角変形、つまりばねの始まりと終わりの相対角度が測定され、電気信号に変換されます。
弾性要素は通常チューブ内に封入されており、その一端は固定され、もう一端はチューブの端と変形可能要素の間の広がり角を測定する角変位センサーに接続されています。
したがって、トルクの大きさに関する情報を伝える信号が取得されます。スプリングから信号を除去するために、ひずみ抵抗素子のワイヤがスリップ リングによってブラシに接続されます。
磁歪力センサー
ひずみゲージ磁歪トランスデューサを備えた力センサーもあります。ここで使用されます 逆磁歪現象(ビラーリ効果)これは、鉄とニッケルの合金(パーマロイドなど)で作られたコアに圧力がかかると、その透磁率が変化するという事実にあります。
コアの縦方向の圧縮が膨張につながる そのヒステリシスループ、ループの急峻さが減少し、それぞれ透磁率の値が減少し、センサー巻線のインダクタンスまたは相互インダクタンスが減少します。
磁気特性は非線形であり、また温度に大きく影響されるため、補償回路が必要になります。
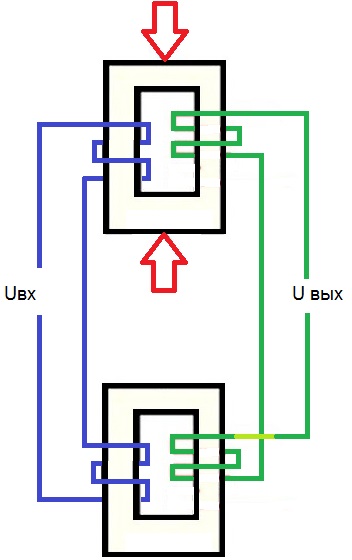
補償には次の一般的なスキームが適用されます。ニッケル亜鉛フェライトで作られた密閉磁歪磁気コアには、測定可能な力がかかります。このようなコアには力による圧力はかかりませんが、2 本のワイヤの巻線が互いに接続されているため、総 EMF に変化が発生します。
一次巻線は同一で直列に接続されており、10 キロヘルツ以内の周波数の交流によって電力が供給されますが、二次巻線 (これも同じ) は逆にオンになり、変形力がない場合、総 EMF は次のようになります。 0. 最初のコアにかかる圧力が増加すると、出力における合計 EMF はゼロではなくなり、変形に比例します。