連続搬送機構の自動化スキーム
 連続搬送メカニズムの自動化の目的は、その生産性と信頼性を向上させることです。これらのメカニズムの自動化レベルの要件は、主に、メカニズムが実行する機能の性質によって決まります。
連続搬送メカニズムの自動化の目的は、その生産性と信頼性を向上させることです。これらのメカニズムの自動化レベルの要件は、主に、メカニズムが実行する機能の性質によって決まります。
エスカレーター、複数のキャビンを持つ乗客用エレベーター、および円形の乗客用ロープウェイは独立した機能を実行するため、これらの機構の自動化は主に、加速と急な動きを制限し、必要な保護とインターロックを提供する電気駆動装置の自動開始と停止に限定されます。乗客の安全を保証します。人を輸送する設備の場合、設備の動作を制御する人の立会いが必要であることに注意してください。したがって、制御機能の一部をオペレータに割り当てることができ、回路が簡素化され、動作の信頼性が向上します。
生産の一般的な技術プロセスの機能の一部を実行するコンベヤーの場合、自動化は、この生産の複雑な自動化のタスクに従属します。技術複合体に含まれるコンベヤ設備は、非常に長い複雑な流れ輸送システムになる場合があります。機械および電気機器の健全性の管理と制御は制御室に集中しており、ディスパッチャはライトボード、記憶装置、および可聴アラームを利用してコンベアの動作を監視します。運用目的では、個々のコンベヤラインの修理、オーバーホール、調整のために、集中管理に加えて、ドライブステーションの境界内に直接設置されたコンソールからのローカル制御も提供されます。
ローカル制御パネルにあるコンベア制御回路の要素を図に示します。 1. 制御室からの集中制御により、ギアボックスの始動コンタクタのオンとオフの切り替えは、それぞれリレー RUV と OBO を使用して実行されます。 PR スイッチを MU (ローカル コントロール) 位置に移動すると、«オン» ボタンを使用してドライブ ステーションのオンとオフを個別に切り替えることができます。そして「シャットダウン」。 PU スイッチを使用すると、デバイスをリモコンから切り離すことで、TF 電話経由で派遣オフィスに接続できるようになります。
一般に、技術プロセスの性質に応じて、産業企業の複合コンベヤラインの自動化システムは、生産プロセスに厳密に従って特定の順序でさまざまなコンベヤをオン/オフすることによって実行する必要があります。商品の輸送に必要な速度を確保し、必要に応じてさまざまなコンベヤーの速度値を調整するだけでなく、機器の技術的および緊急遮断も行います。
機器の故障は、技術プロセス全体(コンベア)の中断、または人命への危険(ロープライン、エスカレーター)につながる可能性があります。したがって、これらの設備の自動化スキームでは多数の安全インターロックが使用されています。それらの最も典型的なものは、これらのメカニズムの動作の特殊性により、次の機能を実行します。
1. トラクション要素 (ベルト、ロープ、チェーン) の良好な状態を監視し、トラクション要素の過剰な伸び、張力の弱さ、ガイド ローラー、偏向ドラム、ローラーの外れがある場合には、設置を停止します。
2. 速度が過度に上昇した場合、設置を停止します。
3. 長時間の起動の場合はインストールを停止します。
4. 過積載装置のホッパーの詰まりの防止。
5. 技術複合体のメカニズムの起動と停止の必要な順序を確保する。
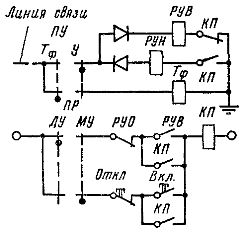
米。 1. ローカル制御盤上のコンベアの起動と停止を制御する回路要素。
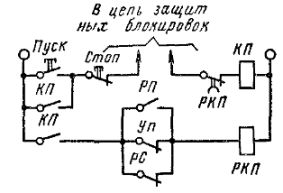
米。 2. コンベアを起動するための制御ユニットの概略図。
最初の 2 つの保護は、リミット スイッチとスピード リレーによって提供されます。ドライブプーリーやドラムのロープやベルトが滑る可能性があるため、エンジン速度はまだトラクション要素の速度を特徴づけていないため、速度センサーはトラクション要素の動きを記録する必要があることに留意する必要があります。 。これを行うために、コンベアのサポート ローラー (通常は逆アイドル ブランチ) またはロープウェイのテイクオフ ローラーに取り付けられます。
速度センサーとしては、非接触誘導センサーが広く使用されています。このセンサーでは、回転ローターである永久磁石が、固定ステーター巻線の速度に比例した EMF を生成します。牽引要素が破損すると、スピードリレーが電気駆動をオフにする信号を出します。人を輸送するための機構 (ケーブルカーなど) には、車両が下方向に加速するのを防ぐ安全装置が追加で組み込まれています。過速度保護も同様に機能し、遠心式リレーを使用して実装されます。
慣性質量と静荷重が大きいため、コンベアの起動には長い時間がかかり、エンジンの大幅な加熱が伴います。コンベヤーの過負荷、低電圧、機械および電気機器の一部の故障により、始動プロセスがさらに遅延し、その結果、エンジン温度が許容できないほど上昇する可能性があります。
さらに、ベルトまたはロープコンベヤに過負荷がかかると、トラクション要素が駆動要素上で滑る可能性があります。同時に、エンジンの始動プロセスが完了してもコンベヤーは動作速度にならず、滑りが長時間続くと牽引要素の損傷につながるため、計画された時間内にコンベヤーを連続的に始動するすべての場合に、装置はオフにする必要があります。これは、発射管制装置を使用して自動的に行われます (図 2)。
ギアボックス始動コンタクターにはモーター電源回路と RCP 始動制御リレーが含まれており、その応答時間は通常の始動時間をわずかに上回ります。始動プロセスの終了時に、モーター電流が計算値まで低下し、過負荷リレー RP がオフになっている場合、RCP 回路は加速 Yn の最終段階のコンタクターによって遮断されます。トラクション要素が動作速度を獲得し、コンピュータ速度リレーの開接点が開きました。
RKP リレーの電源回路がオフになると、タイミングが停止し、KP 回路の接点は閉じたままになります。連続始動では、モーターが過負荷になった場合は RP 接点を介して、または駆動要素がスリップした場合は PC 接点を介して RCP 電源回路がオンのままになります。 RCP 遅延時間が経過すると、RCP が動作し、コンタクタが閉じ、始動が終了します。
マルチセクションベルトコンベアのリロード装置の詰まりを回避するには、モーターのオンとオフを一定の順序で行う必要があります。始動時、コンベアセクションは、負荷の流れの方向とは逆の順序で、排出の最後尾から順にスイッチがオンになります。停止時はヘッドローディング部から負荷の流れ方向に順にコンベア部を停止します。
モーターのスイッチを交互にオンにすると、供給ネットワークの始動電流を同時に減らすことができます。牽引要素の速度に応じて、コンベアラインの交互始動を実行することをお勧めします。これにより、前のセクションが動作速度レベルに達した後、後続の各セクションが確実にオンになります。すべてのセクションが完全に降ろされていることを条件として、コンベアの停止と再積み込みコンテナのブロックは時間の原則に従って実行されます。この場合、ヘッドセクションのローディングが最初に停止され、各セクションの交互のシャットダウンの時間遅延は、各セクションの完全なアンロードに必要な時間に対応します。動作中にいずれかのラインが遮断された場合、負荷流方向に先行するすべてのラインを 1 つずつ切断する必要があります。
3 つのコンベア ラインに示された動作を提供する概略制御図を図に示します。 3. コンベアの始動は、RGP 始動準備完了リレーの保護回路が閉じている限り、中央制御パネルからユニバーサル・スイッチ UP を介して実行されます。この場合、図から分かるように、まずテール部KP3のエンジンの始動コンタクタがオンとなる。第 2 セクションのモーターは、第 3 セクションの速度が動作値に達し、速度リレー PC3 が作動した後に始動します。
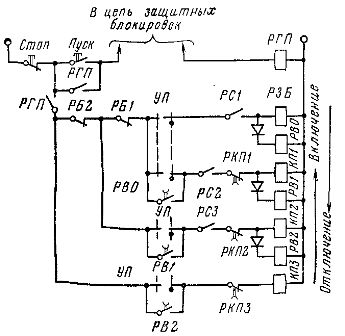
米。 3. マルチセクションベルトコンベアの代替起動の制御スキーム。
速度リレー PC2 が作動し、KP1 が通電されると、第 2 セクションの始動終了後に負荷セクションのモーターが始動します。最後に、RZB ローディング ホッパー リレーがオンになり、コンベアへのローディングを指示します。
UE の助けによるエンジンのシャットダウンは逆の順序で行われますが、時間の関数として行われます。まず、ローディングホッパーに閉じるように命令することによって、RZB がシャットダウンされます。その後、時間遅延の後、リレー PB0、PB1、および PB2 が KP1、KP2、KPZ およびそれぞれのモーターをオフにします。
このスキームは、再積載コンテナの閉塞に対する保護を提供し、接点 RB1 および RB2 によって、オーバーフローホッパーに先立つ輸送セクションと積載ホッパーをオフにします。
この保護のために、材料レベルセンサーがホッパー内の電極に使用されます (図 4)。輸送された物質によって電極がアースに短絡すると、EC センサーアンプの出力に接続された RB リレーが通電されます。センサーの高感度 (最大 30 mOhm) により、ほぼすべての輸送物質に使用できます。
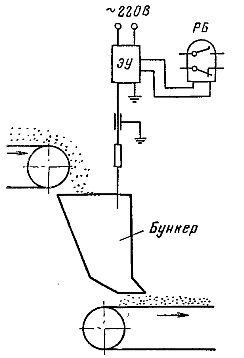
米。 4. ホッパーの負荷レベル用の電極センサー。