マシンビジョンとは何ですか?それはどのように役立ちますか?
マシン ビジョンの仕組みを理解すると、マシン ビジョンが製造または加工における特定のアプリケーションの問題を解決できるかどうかを判断するのに役立ちます。
人々は、機械 (コンピューター、人工) ビジョンが生産ラインやプロセスに対して何ができ、何ができないのかを理解していないことがよくあります。それがどのように機能するかを理解することは、それがアプリケーションの問題を解決するかどうかを判断するのに役立ちます。では、コンピューター ビジョンとは正確には何で、実際にどのように機能するのでしょうか?
人工視覚は、デジタルプロセスを使用して機械が解釈して使用できる情報を作成するために、物理世界の画像を取得、処理、分析するためのツールを含む現代のテクノロジーです。

産業における人工視覚の使用
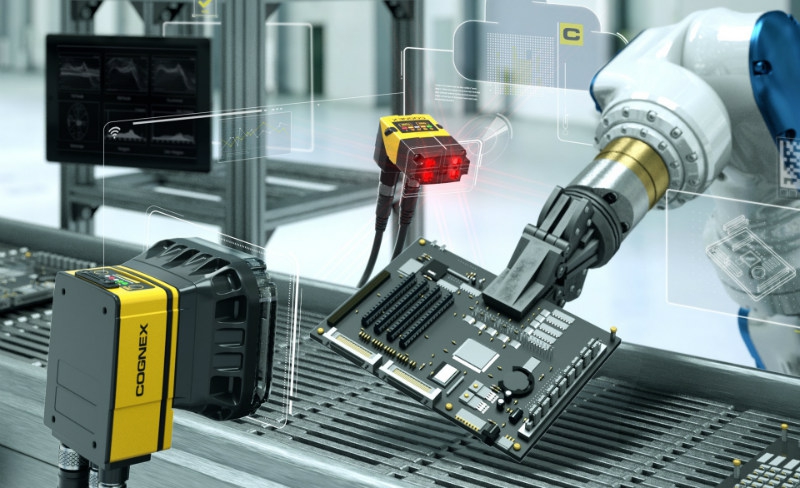
コンピューター ビジョンとは、1 つ以上のカメラを使用してオブジェクトを自動的に検査および分析することを指し、多くの場合、産業環境または製造環境で使用されます。結果として得られるデータは、プロセスや生産活動の制御に使用できます。
このテクノロジーは、各タスクで正しい決定を下すために必要な情報を機械に与えることで、幅広いタスクを自動化します。
産業における人工視覚の使用により、生産プロセスの自動化が可能になり、品質管理と各段階での柔軟性の向上を通じてより良い生産結果が得られます。
現在、産業用人工視覚の使用により、生産プロセスが大幅に改善されました。これにより、自動車や食品からエレクトロニクスや物流に至るまで、ほぼすべての産業分野で高品質の製品を低コストで入手できるようになりました。
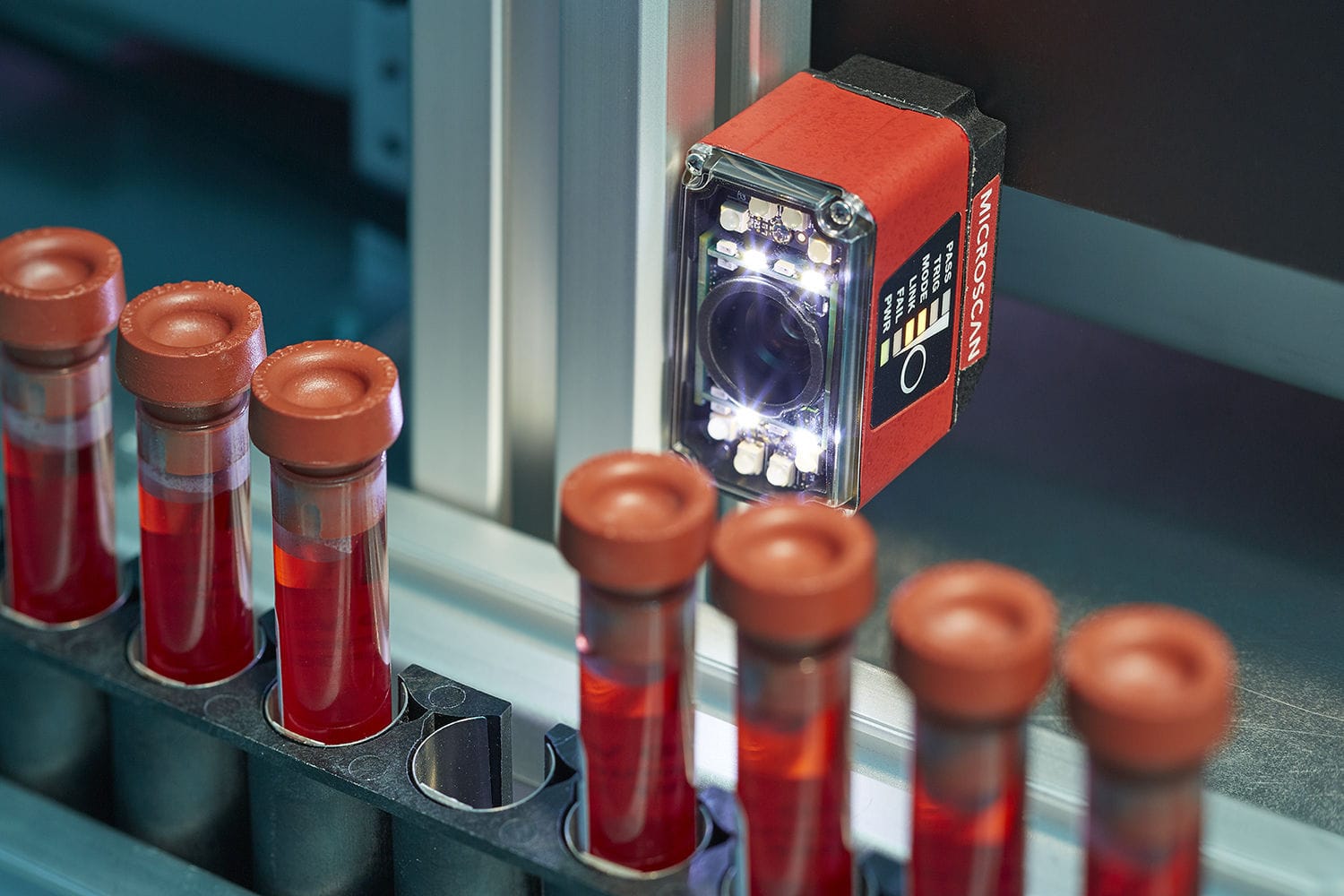
一般的な用途は、画像を取得して処理する部品に対して操作が実行された後にカメラがトリガーされる組み立てラインです。カメラは、特定のオブジェクトの位置、色、サイズ、形状、オブジェクトの存在を確認するようにプログラムできます。
マシン ビジョンは、標準の 2D マトリックス バーコードを検索してデコードしたり、印刷された文字を読み取ることもできます。通常、製品をチェックした後、次に製品をどうするかを決定する信号が生成されます。部品はコンテナに落とし込んだり、分岐コンベアに送ったり、他の組み立て作業に渡したりすることができ、検査結果はシステム内で追跡されます。
いずれの場合でも、コンピューター ビジョン システムは、オブジェクトに関するより多くの情報を提供できます。 シンプルな位置センサー.
コンピューター ビジョンは、たとえば次の目的で一般的に使用されます。
- QA、
- ロボット(機械)の制御、
- テストと校正、
- リアルタイムプロセス制御、
- データ収集、
- 機械の監視、
- 仕分けとカウント。
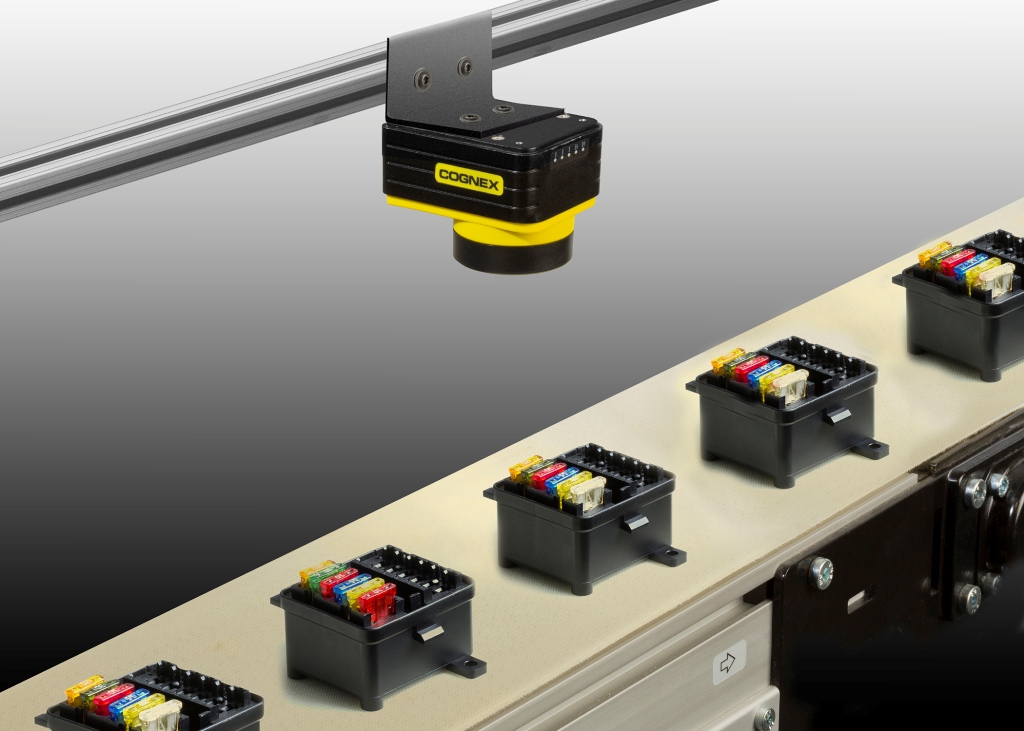
多くの製造業者は、繰り返しの検査に適しているため、検査担当者の代わりに自動コンピューター ビジョンを使用しています。より速く、より客観的で、24 時間稼働します。
コンピュータ ビジョン システムは、毎分数百または数千の部品を検査し、人間よりも一貫性と信頼性の高い検査結果を提供できます。コンピュータ ビジョンを使用して欠陥を減らし、収益を増やし、コンプライアンスを促進し、部品を追跡することで、メーカーはコストを節約し、収益性を高めることができます。
マシンビジョンの仕組み
個別のフォトセルは、産業オートメーションの分野で最も単純なセンサーの 1 つです。これを「ディスクリート」またはデジタルと呼ぶ理由は、オンまたはオフの 2 つの状態しか持たないためです。
個別のフォトセル (光センサー) の動作原理は、光ビームを送信し、その光が物体によって反射されるかどうかを判断することです。物体が存在しない場合、光はフォトセル受光器に反射されません。通常 24 V の電気信号が受信機に接続されます。
オブジェクトが存在する場合、信号がオンになり、制御システムでアクションを実行するために使用できます。オブジェクトが削除されると、信号は再びオフになります。
このようなセンサーはアナログにすることもできます。 2 つの状態の代わりに、つまりオフとオンで、どれだけの光が受信機に戻っているかを示す値を返すことができます。 0 (光がないことを意味する) から 255 (光が多いことを意味する) までの 256 個の値を返すことができます。
物体に向けて正方形または長方形のアレイに配置された何千もの小さなアナログ光電池を想像してください。これにより、センサーが向いている場所の反射率に基づいてオブジェクトの白黒画像が作成されます。これらの画像内の個々のスキャン ポイントは「ピクセル」と呼ばれます。
もちろん、画像の作成に何千もの小さな光電センサーが使用されるわけではありません。代わりに、レンズは光検出器の半導体アレイ上に画像の焦点を合わせます。
このマトリックスは、CCD (電荷結合素子) や CMOS (相補型金属酸化膜半導体) などの感光性半導体デバイスのアレイを使用します。このマトリックスの個々のセンサーはピクセルです。
コンピュータ ビジョン システムの 4 つの主要コンポーネント
コンピュータ ビジョン システムの 4 つの主要コンポーネントは次のとおりです。
- レンズと照明。
- 画像センサーまたはカメラ。
- プロセッサー。
- 物理的な入出力 (I/O) 接続または別の通信方法を介して結果を転送する方法。
コンピュータ ビジョンではカラー ピクセル スキャンを使用でき、多くの場合、はるかに大きなピクセル配列が使用されます。ソフトウェア ツールはキャプチャされた画像に適用され、サイズ、エッジの位置、動き、要素間の相対位置を決定します。
レンズは画像を捕捉し、光の形でセンサーに送信します。コンピュータ ビジョン システムを最適化するには、カメラを適切なレンズと組み合わせる必要があります。
レンズには多くの種類がありますが、コンピュータ ビジョン アプリケーションでは固定焦点レンズが一般的に使用されます。選択する際には、視野、作動距離、カメラのセンサーサイズの 3 つの要素が重要です。
照明はさまざまな方法で画像に適用できます。光が来る方向、その明るさ、ターゲットの色と比較したその色または波長は、コンピューター ビジョン環境を設計する際に考慮すべき非常に重要な要素です。
照明は良好な画像を取得するために重要な部分ですが、画像が受け取る光の量に影響を与える要因が他にも 2 つあります。レンズには絞りと呼ばれる設定があり、これを開閉してレンズに入る光の量を増減します。
露光時間と組み合わせることで、照明が適用される前にピクセル アレイに当たる光の量が決まります。シャッター スピードまたは露光時間によって、画像がピクセルのマトリックスに投影される時間が決まります。
コンピューター ビジョンでは、シャッターは電子的に制御され、通常はミリ秒の精度で制御されます。画像がキャプチャされた後、ソフトウェア ツールが適用されます。分析の前 (前処理) に使用されるものもあれば、調査対象のオブジェクトのプロパティを決定するために使用されるものもあります。
前処理中に、画像にエフェクトを適用して、エッジをシャープにしたり、コントラストを高めたり、ギャップを埋めることができます。これらのタスクの目的は、他のソフトウェア ツールの機能を向上させることです。
人工視覚は人間の視覚を模倣し、生産プロセス中に取得された画像を受信、処理、解釈できるようにするテクノロジーです。人工視覚マシンは、生産プロセス中に受信した情報を分析およびデコードして、自動化されたプロセスを通じて最も便利な方法で意思決定を行い、動作します。これらの画像の処理は、機械に関連付けられたソフトウェアを使用して実行され、取得されたデータに基づいてプロセスを続行し、組立ラインで発生する可能性のあるエラーを特定することができます。
コンピュータビジョンの目標
ターゲットに関する情報を取得するために使用できる一般的なツールをいくつか示します。
- ピクセル数: オブジェクト内の明るいピクセルまたは暗いピクセルの数を表示します。
- エッジ検出: オブジェクトのエッジを見つけます。
- 測定 (メトロロジー): 物体の寸法を測定します (例: ミリメートル単位)。
- パターン認識またはパターン マッチング: 特定のパターンを検索、照合、またはカウントします。これには、回転できるオブジェクト、別のオブジェクトによって部分的に隠れているオブジェクト、または他のオブジェクトがあるオブジェクトの検出が含まれる場合があります。
- 光学式文字認識 (OCR): シリアル番号などのテキストを自動的に読み取ります。
- バーコード、データ マトリックス、および 2D バーコードの読み取り: さまざまなバーコーディング規格に含まれるデータを収集します。
- スポット検出: 画像の参照点として、相互接続されたピクセルのパッチ (灰色のオブジェクト内のブラック ホールなど) がないか画像をチェックします。
- 色分析: 部品、製品、オブジェクトを色で識別し、品質を評価し、要素を色で強調表示します。
検査データを取得する目的は、多くの場合、目標値と比較して合否または続行/不続行を判断するために使用されます。
たとえば、コードまたはバーコードをスキャンすると、結果の値が保存されているターゲット値と比較されます。測定の場合、測定値は正しい値および許容差と比較されます。
英数字コードをチェックする場合、OCR テキスト値が正しい値またはターゲット値と比較されます。表面欠陥をチェックするには、欠陥のサイズを品質基準で許可されている最大サイズと比較します。
品質管理
マシンビジョンは産業界において大きな可能性を秘めています。これらの人工視覚システムが使用されています ロボット工学でを使用すると、品質管理や不良品の検出など、生産のさまざまな段階に自動ソリューションを提供できます。
品質管理は、生産プロセスにおけるエラーを特定し、それらを排除するための適切な措置を講じることを可能にする一連の方法とツールです。これにより、最終製品をより完全に制御できるようになり、消費者に届くときに特定の確立された品質基準を確実に満たすことが保証されます。
このように、検査や抜き打ちテストを継続的に実施することで、最低品質要件を満たさない製品を工程から排除し、生産工程の中断を排除します。
生産時に品質管理を使用すると、次のような多くの利点があります。
- 生産性を高める;
- 材料損失の削減。
- 価格下落;
- 最終製品の最高品質。
コンピュータビジョンにおけるコミュニケーション
この情報はプロセッサーとソフトウェアによって受信されると、さまざまな業界標準の通信プロトコルを介して制御システムに送信できます。
主要なコンピュータ ビジョン システムは、多くの場合、EtherNet/IP、Profinet、および Modbus TCP をサポートしています。 RS232 および RS485 シリアル プロトコルも一般的です。
デジタル I/O は多くの場合、作動システムに組み込まれており、結果のレポートが簡素化されます。コンピュータビジョン通信規格も利用可能です。
結論
人工視覚システムには幅広い用途があり、さまざまな業界や各生産ラインのさまざまなニーズに適応できます。現在、特定の基準に従って製品を製造する企業は、製造プロセスの一部としてコンピューター ビジョンを活用できます。
人工視覚システムの物理原理と機能を理解することは、そのような技術が特定の場合の製造プロセスに適しているかどうかを判断するのに役立ちます。一般に、人間の目に見えるものはすべて、カメラでも見ることができます (場合によってはそれ以上、場合によってはそれ以下) が、この情報のデコードと送信は非常に複雑になる可能性があります。