ファウンドリオートメーションシステムのアクチュエーター
自動プロセス制御システムのアクチュエータは、制御対象またはその制御に直接影響を与えるように設計されています。
要件
ドライブは次の要件を満たす必要があります。
-
可能な限り直線的な静特性を持ちます。
-
あらゆる動作モードで制御オブジェクトまたはその器官を動作させるのに十分なパワーを持っています。
-
必要な性能を備えていること。
-
生産額の最も単純かつ最も経済的な規制を確保する。
-
操舵力が低い。
鋳造工場で作業する場合の機能

鋳造プロセスの自動化システムは、リモートと自動という 2 つの制御モードが存在することが特徴です。
遠隔制御システムのドライブの場合、主な指標はエネルギーであり、さらに、動作特性、構造特性、経済特性が必要です。
自動制御システムのドライブにとって最も重要なのは、その静的特性と動的特性であり、これらは調整の安定性と品質に影響を与えます。鋳造プロセスの自動化システムにおけるアクチュエータの選択に関するこれらの特性は、設計時に考慮する必要があります。
ドライブ(遠隔制御)の主なエネルギーパラメータは、公称トルク(公称制御時に発生する力)と始動トルク(公称制御信号の作用下でスイッチを入れた瞬間に発生する力)です。
始動トルクとドライブの減少した慣性モーメントの比によって、その慣性、つまり動作の開始から定常状態での出力要素の公称動作速度までの時間が決まります。加速時間を短縮するには、始動トルクが 2 ~ 2.5 定格トルクを超えないようにしてください。

制御動作に 2 つの設定値がある位置制御システムでは、アクチュエータは制御動作を最大値から変更する機能を提供する必要があります。
定速レギュレータを備えたシステムでは、物体に対する制御動作は、調整体の移動時間によって決定され、その順列速度はアクチュエータの技術データに依存します。
比例制御システムでは、オブジェクトに対する制御動作は設定値からのパラメータの偏差に比例し、比例係数はアクチュエータ、ブレーキ装置の設計、およびトリップ後のトリップに依存します。
鋳造プロセス用の多くの自動制御システムでは、アクチュエータはレギュレータの位置に関するフィードバックによってカバーされています。ドライブの静的および動的特性の高度な評価は、精度と速度を考慮して実行されます。
アクチュエータを設計する場合、公称負荷における出力デバイスの移動速度と、出力デバイスの公称移動速度に対応する制御信号を設定する必要があります。
ファウンドリオートメーションシステムでは、さまざまなアクチュエーターが使用されています。設計により、電気機械式、電磁式、油圧式、空気圧式、および複合式に分類されます。
電気機械式ドライブ
電気機械式ドライブは、オートメーション システムのさまざまな停止および調整作動体の制御に使用されます。キットには、電気モーター、ギアボックス、リミット スイッチ、トルク制限クラッチ、フィードバック センサーが含まれる場合があります。

電気機械式ドライブには、自動注入用のバケットの回転、混合および混合システム、装入精錬所などの計量ディスペンサー用のホッパーの開閉のための装置が含まれます。

これらの鋳造プロセスでは、電気機械ドライブが次の機能を提供します。
-
「閉じる」および「開く」スタートボタンを使用した電気ドライブの遠隔または自動スタート。
-
ボタンまたはリミットスイッチの接点によって電気駆動装置を中間位置で停止する。
-
重大な過負荷が発生した場合の緊急シャットダウン。
-
作業本体(エレベーター、ホッパーの底部、注湯取鍋など)の最終位置を遠隔光で知らせます。
-
他のメカニズムによる電気的遮断。
電磁ドライブ
電磁ドライブは、電磁石と、それによって動く機械装置とを組み合わせたものです。それらは、制御された器官の駆動に前進運動を与えます。

電磁アクチュエータは、製鉄プロセスにおけるドームジェットの供給、加熱、酸素供給を調整するための自動化システムのバルブ、ゲート、バルブ、スプールを制御するために使用されます。 電気油圧または電空装置、ソレノイドが制御バルブを動かすなど。
ソレノイドバルブやバルブの欠点は、ほぼ瞬間的な切り替えによりウォーターハンマーが発生する可能性があることです。
油圧ドライブ
油圧アクチュエータは、5 ~ 7 倍の過負荷という重大な短期間の動作が可能であり、小さなサイズで大きな出力モーメント (力) があり、20,000 rad を超える角加速度を提供できるという事実により、自動鋳造ラインおよびシステムで広く使用されています。 /秒。
最も広く使用されている油圧ピストンドライブで、石油、合成油、アルコールとグリセリンの混合物などが作動流体として使用されます。
鋳造システムでは、最も一般的に使用されるピストン ドライブは単動および複動です。
油圧ドライブの欠点としては、質量が大きいこと、制御のための電力消費が大きいこと、事故をなくすことが難しいことが挙げられます。
主な欠点のいくつかを修正するには、ブレーキ方法と法則の選択、および鋳造工場で使用される油圧シリンダーのブレーキ装置の設計パラメータの計算が特に重要です。
特定の油圧シリンダーとブレーキ装置の選択は、それらの動作方法によって決まります。低速では、リミッターに対して構造または機器の可動部分を制動する制動装置を使用せずに、駆動油圧シリンダーを使用することが許可されます。作業速度が80 mm / sに増加する場合は、ブレーキ装置を使用する必要があります。
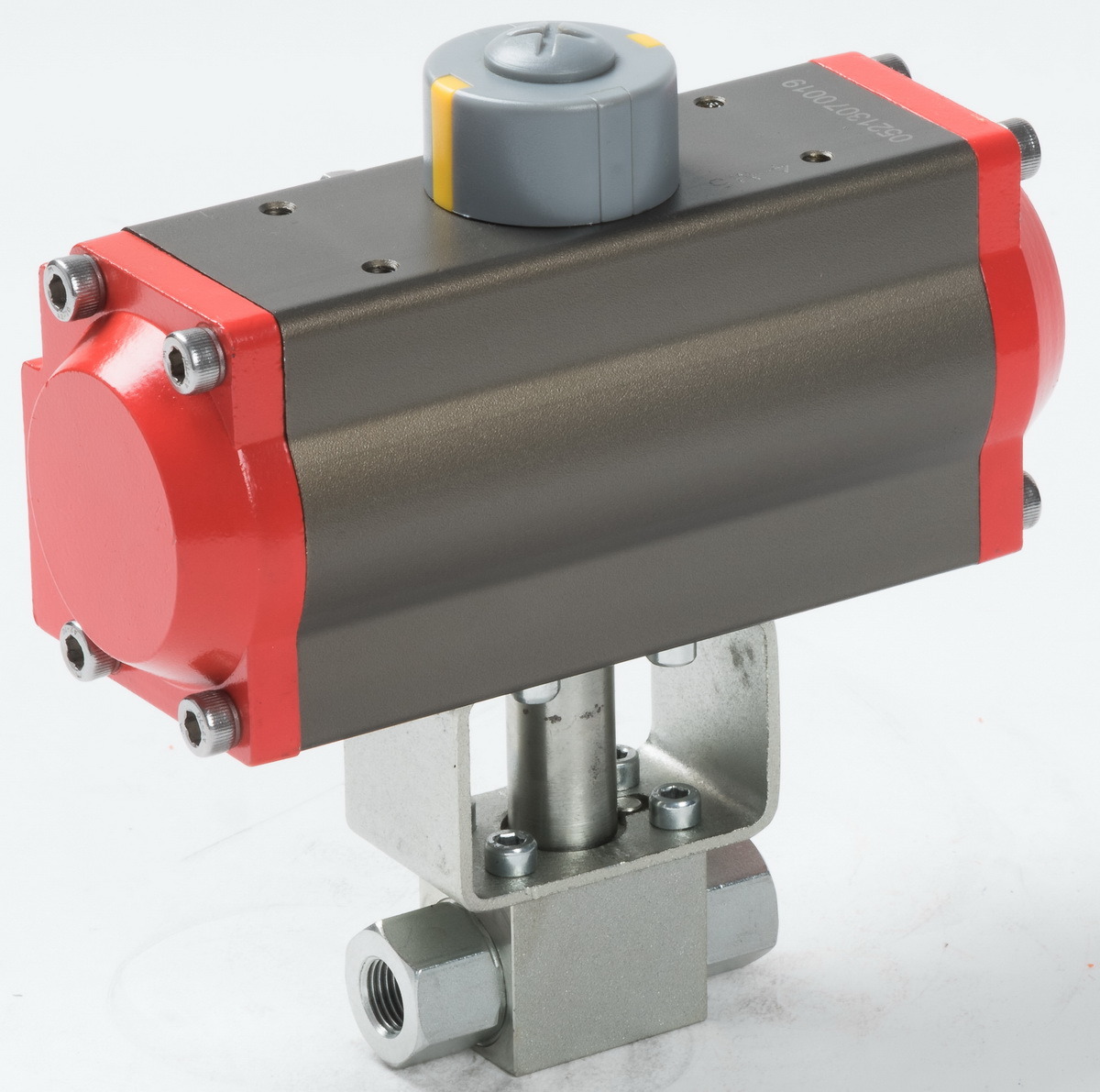
空気圧ドライブ

空気圧ドライブ 油圧と同じ構造です。それらの違いは作動媒体 (気体と液体) の特性にあり、気体の圧縮率は、特に大きな負荷や加速度がかかった場合にシステムの動作に悪影響を及ぼします。
空気圧駆動装置はピストンとダイヤフラムに分けられます。空気圧ピストン アクチュエータは、そのシンプルさと低コストにより、鋳造工場で一般的に使用されています。
同時に、鋳造プロセスにおける過酷な環境により、設計者は自動鋳造機用の特殊な空気圧シリンダーの開発を余儀なくされています。このような空気圧シリンダは、ロッドが環境と接触しない密閉設計で製造されています。
単一のラックによって出力シャフトのギアに接続された一方向シリンダーを使用します。シャフトの回転はクランクによって直線運動に変換され、二重変換によりパワーはロスしますが、耐久性の高い機構です。
複合アクチュエータ
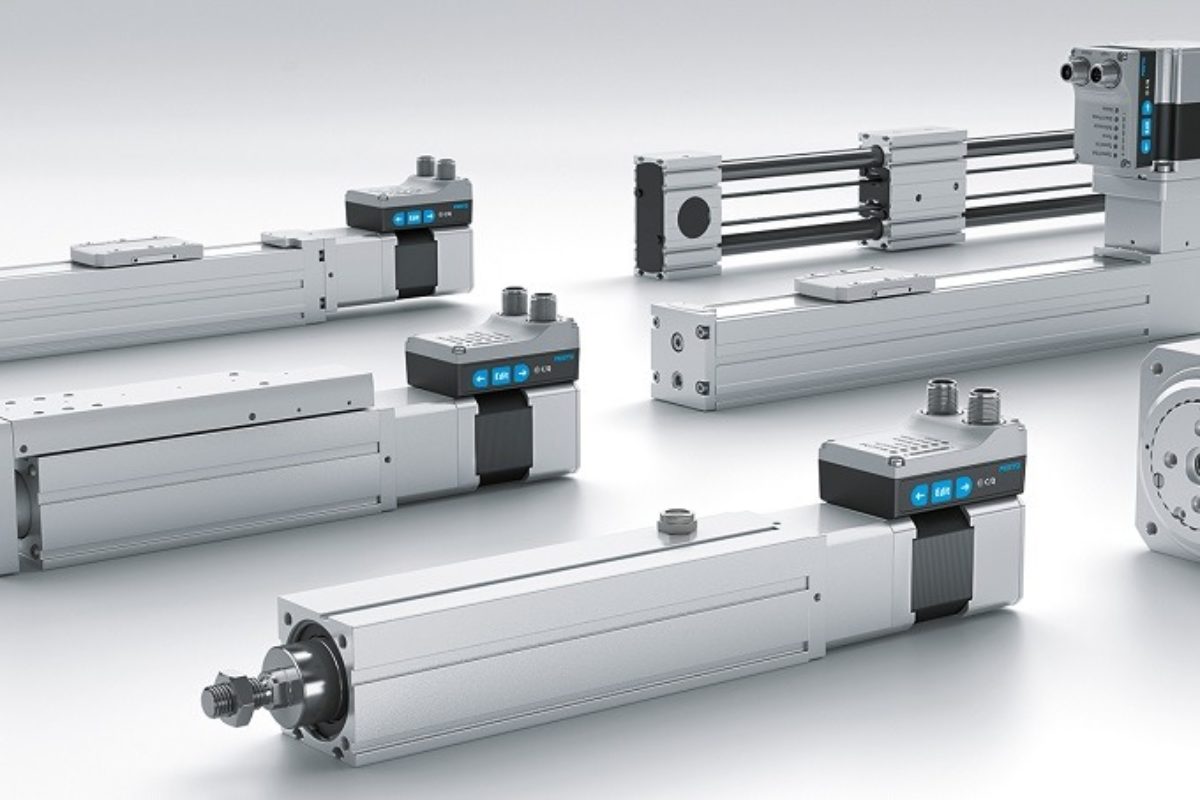
Festo の新しいデバイスを使用すると、単純な電動動作でタスクを解決し、IO-Link を介してコントローラから PLC にデータをインテリジェントに交換できます。このシリーズの電気ドライブは、空気圧のシンプルさと電気自動化の利点を組み合わせています。
Simplified Motion シリーズの電気ドライブは、単純なタスク向けに電動化と制御を統合したモーション ソリューションです。ソフトウェアを使用せずに、「プラグ アンド プレイ」原理に基づいて操作および試運転を行うことができます。
送り速度と戻り速度、作動力、終了位置の設定、減衰および手動制御のパラメータは、物理ボタンを使用してドライブ上で直接設定できます。
選択
ファウンドリオートメーションシステム用のアクチュエータを選択するときは、速度、効率、静かな動作を考慮してください。これらの各指標は、特定の自動化の問題を解決するために、程度の差はあれ重要になる可能性があります。
ただし、アクチュエータの設計または選択において優先すべき主な基準が 1 つあります。それは、高い信頼性です。
この点に関して、可能な限り、単純な運動学的スキームを備えた電磁駆動および電気機械駆動をより広く使用することをお勧めします。
油圧または空気圧駆動を使用する場合は、シール装置の信頼性と可動部品の質量の削減に注意を払う必要があります。
以下も参照してください。 鋳造工場における測定と制御の技術的手段