動作アルゴリズムによる制御システムの分類
 すでに見てきたように、制御変数の値とその変化の性質は、設定の影響、時間、外乱の影響など、多くの要因に依存します。これらの要因。
すでに見てきたように、制御変数の値とその変化の性質は、設定の影響、時間、外乱の影響など、多くの要因に依存します。これらの要因。
自動システムは、その機能するアルゴリズムの性質 (再生産の法則)、制御アルゴリズムの性質、および自己適応能力の有無によって決まります。これらの文字は、自動システムの分類の基礎となります。
機能するアルゴリズムの性質により、自動システムは安定化、追跡、およびソフトウェアに分けられます。
V 安定化システムは、システムに作用する外乱 F (f) に対して調整可能な値 y であり、コントローラーは一定に保たれ、許容値 y = yo + Δy 内で所定の値 yo に等しくなります。
ここで、 Δy — システムに作用する外乱 F (t) の大きさに応じた制御値の偏差。
このようなシステムにおける調整アクション x (t) は、一定の事前に決定された値です: x (t) = const。
自動安定化システムは、非静的および静的調整の原理に基づいて実装できます。詳細については、ここを参照してください。 非静的および静的規制.
YES 追跡システム 自動制御システムには、任意の法則に従って変化する入力値の再現がシステムの出力で許容可能な誤差で実行されるシステムが含まれます。
追跡システムの再現則は、次の形式で記述できます: y = x または y = kx、
ここで、x は時間または他のパラメータに依存し、通常は事前に不明な任意の入力量です。k はスケール係数です。
サーボ システムでは、制御システムで使用される用語とは異なる用語が使用されます。「調整」の代わりに、「追跡」、「プロセスの終了」、「作業」、「入力値」、「先行値」と呼ばれます。 、«出力値» — «従属値»。
図では。図1aは、サーボシステムの例示的なブロック図を示す。
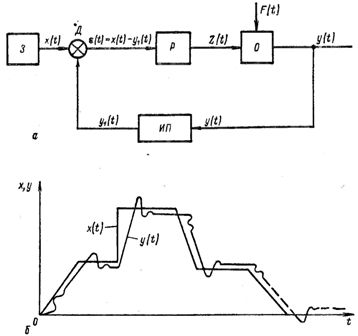
米。 1. サーボシステムの入出力の角変位変化のブロック図(a)、図(b): 3 - 駆動素子、D - 位置ずれセンサー、P - コントローラー、O - 対象物、MT - 計測そして変換要素。
追跡システムの主な要素は、スレーブ値とマスター値の間の不一致 (エラー) を判断する不一致センサー D です。スレーブ値 y は MF の測定変換要素によって測定され、マスター値 x のレベルと同じになります。
不一致センサー D は、マスター要素 3 からのマスター値 x とスレーブ値 y の間の不一致の値を設定し、コントローラー P に信号を送信し、コントローラー P は物体に調整動作 Z (t) を生成します。規制当局は、結果として生じる不一致をゼロに削減しようとします。マスターの設定値からのスレーブ値の偏差が続きます。
図では。図1、bは、追跡システムのマスターx値とスレーブy値の変化の近似図を示しています。
あらかじめ決められた法則に従って制御量yを生成する自動システムをソフトウェア制御システムと呼びます。
ソフトウェア システムの再生産の法則は、次の方程式で表すことができます。
y = x (T)、
ここで、x (T) は、システムが再現する必要がある設定された (既知の) 時間関数です。
このようなシステムでは、特定の必要な法則に従って設定 x (t) の値を変更するための特別なデバイス、つまり検出器が必要です。

制御アルゴリズムの性質上、自動システムは、動作が開ループの自動システム (制御ループが開) と動作が閉ループの自動システム (制御ループが閉) に分けられます。
自動適応システムは、自己適応または自己調整システムと非自己調整システムに分類されます。自己適応システムは新しいタイプのシステムであり、このタイプのシステムのすべての概念が完全に形成されているわけではないため、教科書によっては異なる名前が付けられていることに注意してください。
すべての製造工場は、エネルギー消費、生産性、製造作業の品質の観点から最適に稼働する必要があります。

このようなプラントを自動化する場合、最適なモードで動作するように生産プラントを自動調整できる特別な装置が必要です。このような特別な装置は、自動調整システムまたは自己調整制御システムと呼ばれます。
これらのシステムは、変化する動作条件に生産ユニットを自動的に適応させます。管理対象の変化する特性(外乱の変化)に対応し、最適なモードで動作させます。したがって、自動チューニング システムは、最適制御システム、または極端な制御システムと呼ばれることがよくあります。
このようなシステムを導入することで、工場の生産性の向上、製品の品質の向上、生産単位あたりの人件費の削減などが可能になります。将来的には、多くの自動インストールに自動セットアップ システムが導入されるでしょう。