CNC 機械用電気ドライブ
 最新の多機能金属切断機や産業用ロボットには、複数の座標軸に沿って実行体を動かすマルチモーター電気ドライブが装備されています (図 1)。
最新の多機能金属切断機や産業用ロボットには、複数の座標軸に沿って実行体を動かすマルチモーター電気ドライブが装備されています (図 1)。
CNC 機械の動作の制御は、デジタル形式で定義されたプログラムに従ってコマンドを生成する標準システムを使用して実行されます。プログラマブル CPU コアを構成する高性能マイクロコントローラーとシングルチップ マイクロコンピューターの作成により、多くの幾何学的および技術的な操作を自動的に実行できるだけでなく、電気駆動システムや電気駆動システムの直接デジタル制御を実行することも可能になりました。エレクトロオートメーション。
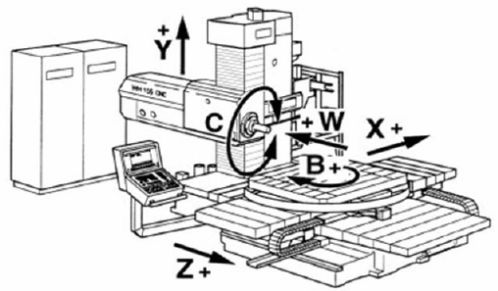
米。 1. CNCフライス盤の駆動方式
CNC 機械用の電気ドライブの種類とその要件
金属を切削する加工は、加工する部分と刃物の刃が相互に動くことによって行われます。電気ドライブは金属切断機の一部であり、CNC システムを通じて金属加工プロセスを実行および制御するように設計されています。
加工では、工具とワークの相互移動中に制御された切削プロセスを提供する主な動作と、装置の自動操作を容易にする補助的な動作(監視ツールの接近と後退、工具の交換、および工具の交換)を分離するのが一般的です。等。)。
主なものには、最高の速度とパワーを備え、必要な切削力を提供する主切削動作と、所定の速度で空間軌道に沿って作業体を移動させるのに必要な送り動作が含まれます。所定の形状の製品の表面を得るために、機械の作動体はワークピースと工具に、設定された速度と力で目的の軌道を移動するように指示します。電気駆動装置は作動体に回転運動と並進運動を与え、それらの組み合わせが機械の運動学的構造を通じて必要な相互変位を提供します。
金属加工機械の目的や種類は、製造する部品(ボディ、シャフト、ディスク)の形状によって大きく異なります。加工中に必要な工具やワークの動きを生成する複合機の能力は、座標軸の数、つまり相互接続された電気ドライブの数と制御システムの構造によって決まります。
現在、ドライブは主に信頼性の高い情報に基づいて実行されています。 周波数制御付きACモーターデジタル規制当局によって実行されます。さまざまなタイプの電気ドライブが、一般的な産業用モジュールを使用して実装されています (図 2)。
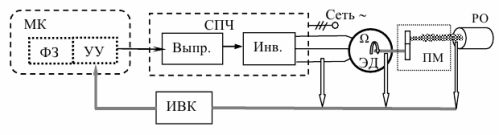
米。 2. 電気ドライブの典型的な機能図
電気駆動ブロックの最小構成は、次の機能ブロックで構成されます。
-
エグゼクティブ電気モーター (ED);
-
周波数電力変換器(HRC)。産業用ネットワークの電力を、必要な振幅と周波数の三相モーター供給電圧に変換します。
-
コントロールユニット(CU)とタスクジェネレーター(FZ)の機能を実行するマイクロコントローラー(MC)。
電力周波数コンバータの産業用ユニットには、出力 PWM スイッチのマイクロプロセッサ制御を使用して、制御デバイスの信号によって決定される必要なパラメータを持つ正弦波電圧を生成する整流器と電力コンバータが含まれています。
電気駆動装置の動作を制御するアルゴリズムは、タスク ジェネレーターの信号と情報コンピューティング コンプレックス (IVC) から受信したデータの処理と分析に基づいて比較した結果として得られるコマンドを生成することによって、マイクロコントローラーによって実装されます。センサーからの一連の信号。
ほとんどの用途の電気原動機ドライブには、かご型回転子巻線を備えた誘導電気モーターと、機械のスピンドルへの回転の機械的伝達としてのギアボックスが含まれています。ギアボックスは、多くの場合、電気機械式リモート ギア シフトを備えたギアボックスとして設計されています。メインムーブメントの電気駆動は、特定の回転速度で必要な切削力を提供するため、速度調整の目的は一定の出力を維持することです。
必要な回転数制御の範囲は、加工する製品の直径や材質などによって異なります。最新の自動 CNC マシンでは、メイン ドライブはねじ切り、さまざまな直径の部品の機械加工などに関連する複雑な機能を実行します。このため、可逆ドライブを使用するだけでなく、非常に広い範囲の速度制御を提供する必要があります。複合機では、必要な回転速度範囲が数千以上になる場合があります。
フィーダには非常に広い速度範囲も必要です。したがって、輪郭ミリングでは、最小値がいくつかの点でゼロになる傾向があるため、理論的には無限の速度範囲を持つ必要があります。多くの場合、加工エリア内の作業体の高速移動はフィーダーによっても実行されますが、これにより速度変更の範囲が大幅に増加し、駆動制御システムが複雑になります。
フィーダには同期モータと非接触 DC モータが使用され、場合によっては非同期モータも使用されます。これらには次の基本要件が適用されます。
-
幅広い速度調整。
-
高い最高速度。
-
高い過負荷容量。
-
位置決めモードでの加減速時の高性能。
-
高い位置決め精度。
駆動特性の安定性は、負荷変動、周囲温度、電源電圧の変化、その他多くの理由の下で保証されなければなりません。これは、合理的な適応自動制御システムの開発によって促進されます。

機械の駆動部の機械部分
ドライブの機械部分は、異なる速度で回転する多くの部品を含む複雑な運動学的構造になる場合があります。通常、次の要素が区別されます。
-
トルク(回転または制動)を生み出す電気モーターのローター。
-
機械式トランスミッション、t、s。動きの性質(回転、並進)を決定し、動きの速度を変更するシステム(減速機)。
-
運動のエネルギーを有益な仕事に変換する働く身体。
金属切断機の主動作の非同期ドライブ追跡
CNC 金属加工機械の主な動作の最新の調整可能な電気駆動装置は、主にケージローター巻線を備えた非同期モーターに基づいています。これは多くの要因によって促進されていますが、特に注目すべきは基本的な情報ベースと機能の改善です。 パワーエレクトロニクス.
交流モーターのモードの調整は、電力コンバータを使用して供給電圧の周波数を変更することによって実行されます。これにより、周波数調整とともに他のパラメータも変更されます。
追従電動駆動の特性は内蔵ACSの効率に大きく依存します。高性能マイクロコントローラーの使用により、電気駆動制御システムを構成する幅広い機会が提供されています。
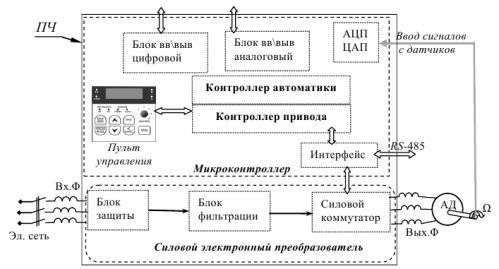
米。 3. 周波数変換器を用いた誘導電動機の代表的な制御構造
ドライブ コントローラーは、電気モーターの動作を制御する電源スイッチの一連の番号を生成します。オートメーション コントローラーは、装置の自動調整と保護だけでなく、開始モードと停止モードで必要な特性を提供します。
コンピューティング システムのハードウェア部分には、次のものも含まれます。 - センサーからの信号を入力し、その動作を制御するためのアナログ - デジタルおよびデジタル - アナログ コンバーター。
-
インターフェース機器とケーブルコネクタを備えた、アナログおよびデジタル信号の入出力モジュール。
-
内部モジュール間のデータ送信と外部機器との通信を実行するインターフェイス ブロック。
特定の電気モーターの詳細なデータを考慮して、開発者によって導入された周波数コンバーターの多数の設定により、特定の制御手順が提供されます。その中には次のようなものがあります。
-
マルチレベル速度調整、
-
周波数の上限と下限、
-
トルク制限、
-
モーターの相の 1 つに直流を供給してブレーキをかけ、
-
過負荷保護機能を備えていますが、過負荷や過熱の場合には省電力モードを提供します。
無接点DCモーターによる駆動
工作機械のドライブは、工具と部品の相対的な位置決めの精度と動作速度を決定するため、速度制御の範囲、制御特性の線形性、および速度に対して高い要件が求められます。
パワードライブは主に必要な制御特性を備えた DC モーターに基づいて実装されましたが、同時に機械式ブラシコレクタの存在は信頼性の低さ、メンテナンスの複雑さ、および高レベルの電磁干渉を伴いました。
パワーエレクトロニクスとデジタルコンピューティング技術の発展により、電気駆動装置は非接触直流モーターに置き換えられ、工作機械のエネルギー特性が向上し、信頼性が向上しました。ただし、非接触モーターは制御システムが複雑なため、比較的高価です。
しかし、ブラシレス モーターの動作原理は、ローターに磁電インダクター、ステーターに電機子巻線を備えた直流電気機械です。ステータ巻線の数とロータマグネットの極数は、モータの要求特性に応じて選択されます。値を増やすと乗り心地とハンドリングが向上しますが、エンジン設計がより複雑になります。
金属切断機を駆動する場合は、いくつかの接続されたセクションの形で作られた3つの電機子巻線と数対の極を備えた永久磁石の励磁システムを備えた構造が主に使用されます(図4)。
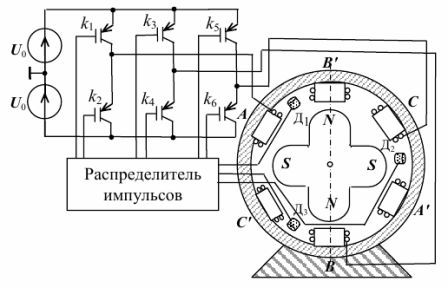
米。 4. 非接触DCモーターの機能図
トルクは、固定子巻線の電流と回転子の永久磁石によって生成される磁束の相互作用によって形成されます。電磁モーメントの一定の方向は、固定子巻線に直流電流が供給される適切な整流によって確保されます。ステータ巻線の電源 U への接続順序は、パワー半導体スイッチによって実行され、ロータ位置センサーから電圧を供給するときにパルス分配器からの信号の作用下でスイッチが切り替わります。
非接触 DC モーターの電気駆動の動作モードを調整するタスクでは、次の相互に関連する問題が区別されます。
-
測定に利用可能な物理量に影響を与えることによって電気機械コンバータを制御するアルゴリズム、方法および手段の開発。
-
自動制御の理論と手法を用いて自動運転制御システムを構築します。
ステッピングモーターをベースにした電気油圧駆動
最新の工作機械では、ジョイント電気油圧ドライブ (EGD) がほぼ一般的に使用されており、電子 CNC システムからの個別の電気信号が同期電気モーターによってシャフトの回転に変換されます。電気モーター (EM) からの CNC システムのドライブ コントローラー (CP) の信号の作用により発生したトルクは、機械式トランスミッション (MP) を介して実行本体 (IO) に接続された油圧アンプの入力値となります。工作機械の(図5)。

米。 5. 電気油圧ドライブの機能スキーム
入力変換器 (VP) と油圧バルブ (GR) による電気モーターの回転子の制御された回転により、油圧モーター シャフト (GM) が回転します。油圧アンプのパラメータを安定させるために、通常は内部フィードバックが使用されます。
動作または連続動作の開始/停止特性を備えた機構の電気駆動には、同期電気モータの一種として分類されるステッピング モータ (SM) が使用されています。パルス励起ステッピングモーターは、CNC 制御で使用されるダイレクトデジタル制御に最適です。
パルスごとに一定の回転角度でロータを断続的(段階的)に移動させることにより、ほぼゼロからの非常に広い速度変動範囲で十分に高い位置決め精度を得ることができます。
電気駆動装置でステッピング モーターを使用する場合、ロジック コントローラーとスイッチを含むデバイスによって制御されます (図 6)。

米。 6. ステッピングモーター制御装置
n チャネル選択制御コマンドの作用により、CNC ドライブ コントローラーはパワー トランジスタ スイッチを制御するデジタル信号を生成し、必要なシーケンスで DC 電圧を固定子巻線に接続します。 1 ステップで小さな角変位値 α = π / p を取得するには、多数の極対 p を持つ永久磁石をローターに配置します。