磁気欠陥検出: 欠陥検査器の動作原理と応用、スキームと装置
磁性または磁性粉末の欠陥検出方法は、強磁性部品の表面亀裂やボイド、金属表面近くの異物の存在などを分析するために使用されます。
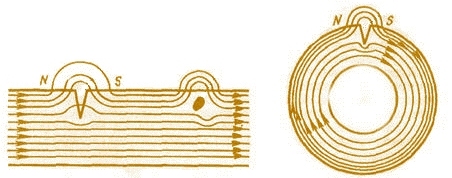
方法としての欠陥の磁気検出の本質は、磁束が部品を通過する間に、内部の欠陥がある場所の近くの部品の表面に散乱磁場を固定することです。欠陥箇所があるので、 透磁率 急激に変化すると、磁力線が欠陥位置の周りで曲がっているように見え、その結果、欠陥の位置がわかります。
表面欠陥、または表面から最大 2 mm の深さに位置する欠陥は、磁力線を部品の表面を超えて「押し出し」、この位置に局所的に散乱する磁場が形成されます。
強磁性粉末を使用すると、欠陥の端に現れる極が粒子を引き付けるため、散乱磁場を固定するのに役立ちます。形成された析出物は静脈の形状をしており、欠陥のサイズよりも何倍も大きくなります。印加される磁場の強さ、欠陥の形状やサイズに応じて、その位置から特定の形状の析出物が形成されます。
ワークピースを通過する磁束は、亀裂やシェルなどの欠陥に遭遇すると、その大きさが変化します。 材料の透磁率 この場所の磁場は他の場所とは異なることが判明するため、磁化中に塵が欠陥領域の端に付着します。
磁性粉末としてはマグネタイトや酸化鉄Fe2O3粉末が使用されます。 1 つ目は暗い色で、明るい部品の分析に使用されます。2 つ目は茶色がかった赤色で、暗い表面を持つ部品の欠陥を検出するために使用されます。
粉末は非常に細かく、粒径は5〜10ミクロンです。灯油または変圧器油をベースにした懸濁液を、液体 1 リットルあたり 30 ~ 50 グラムの粉末の割合で使用すると、磁気欠陥をうまく伝導することができます。
部品内部の欠陥はさまざまな方法で特定される可能性があるため、磁化はさまざまな方法で行われます。ワークピースの表面に対して垂直または 25 ° 以下の角度で位置する亀裂を明確に識別するには、コイルの磁気ベルト内の部品を電流で極磁化するか、部品を 2 つの極の間に置きます。 強力な永久磁石または電磁石.
欠陥が表面に対してより鋭角に、つまりほぼ縦軸に沿って位置している場合は、磁力線が閉じた同心円を形成する横磁化または円形磁化によって明確に識別できます。このため、電流が流れます。部品を直接通過するか、テストする部品の穴に挿入された非磁性金属棒を介して行われます。
異なる方向の欠陥を検出するには、2 つの磁場が同時に垂直に作用する複合磁化が使用されます。横方向と縦方向 (極)。循環磁化電流も電流コイル内に配置された部分を通過します。
結合した磁化の結果、磁力線は一種の曲がりを形成し、表面近くの部品内部のさまざまな方向の欠陥を検出できるようになります。複合磁化には印加磁場が使用され、印加磁場と残留磁化の磁場の両方に極磁化と円磁化が使用されます。
印加磁場の使用により、多くの鋼などの軟磁性材料で作られた部品の欠陥を検出することができ、残留磁場は高炭素鋼や合金鋼などの硬磁性材料に適用できます。
欠陥を検出した後、部品は次の方法で消磁されます。 交流磁場… したがって、直流は欠陥検出プロセスに直接使用され、交流は消磁に使用されます。磁気欠陥検査により、検査対象部品の表面から 7 mm 以内にある欠陥を検出できます。
非鉄および鉄金属で作られた部品の磁気欠陥を実行するには、印加された磁場で必要な磁化電流の値が直径に比例して計算されます: I = 7D (D はミリメートル単位の部品の直径) I は電流の強さです。残留磁化領域での解析の場合: I = 19D。

PMD-70 タイプのポータブル探傷器は産業界で広く使用されています。
万能探傷器です。 7 kW の電力で 220V から 6V への降圧トランスを含む電源セクションと、 単巻変圧器 もう1つの変圧器は、スイッチング、測定、制御および信号装置から、可動接点、接点パッド、リモート接点およびコイルを含む磁化部分から、スラリーバスからの220Vから36Vへの変圧器です。
スイッチ B が閉じると、接点 K1 と K2 を介して AT 単巻変圧器に電流が供給されます。単巻変圧器 AT は、降圧変圧器 T1 に 220V を 6V に供給し、その二次巻線から整流された電圧がクランプ磁化接点 H、手動接点 P、およびクランプ接点に取り付けられたコイルに供給されます。
変圧器 T2 は単巻変圧器と並列に接続されているため、スイッチ B が閉じると、変圧器 T2 の一次巻線にも電流が流れます。信号ランプ CL1 はデバイスがネットワークに接続されていることを示し、信号ランプ CL2 は電源変圧器 T1 もオンになっていることを示します。スイッチ P には 2 つの可能な位置があります。位置 1 — 印加された磁界内の欠陥を検出するための長期磁化、位置 2 — 残留磁化領域内の瞬間的な磁化。
PMD-70探傷器のスキームによると:
B — パケットスイッチ、K1 および K2 — 電磁始動器の接点、RP1 および RP2 — 接点、P — スイッチ、AT — 単巻変圧器、T1 および T2 — 降圧変圧器、KP — 電磁始動装置の制御コイル、KR — 中間リレーコイル、VM — 磁気スイッチ、SL1 および SL2 — 信号ランプ、R — 手動励磁接点、H — 励磁クランプ接点、M — マイクロスイッチ、A — 電流計、Z — ベル、D — ダイオード。
スイッチPが位置1にある場合、マイクロスイッチMが閉じ、磁気スターターKPの制御コイルが変圧器T1に接続され、その二次巻線が変圧器に電力を供給し、中間リレーRP1の接点に接続されます。回路は閉じていることがわかります。始動装置は接点 K1 と K2 を閉じ、電力セクションとそれに伴って磁化装置に電力が供給されます。
スイッチ P が位置 2 にある場合、中間リレー KR のコイルがスターター コイルと並列にオンになります。マイクロスイッチが閉じると、短絡接点が閉じて中間リレーがオンになり、RP2 接点が閉じ、RP1 接点が開き、磁気スタータが切断され、K1 接点と K2 接点が開きます。このプロセスには 0.3 秒かかります。マイクロスイッチが閉じるまで、短絡接点が RP2 接点をブロックするため、リレーはオフのままになります。マイクロスイッチを開くと、システムは元の状態に戻ります。
着磁装置の電流はAT単巻変圧器により0~5kAまで調整可能で、着磁するとベルが「ピッ」と3回鳴ります。励磁電流が連続的に流れる場合、信号は連続し、SL2 信号灯は同じモードで動作します。短時間電力供給の場合、ベルやランプも短時間動作します。