電磁研削盤
 電磁プレートは平面研削盤に広く使用されています。これらのプレート上に置かれた機械加工される鋼部品は、プレートの磁気吸引力によって加工中に所定の位置に保持されます。電磁クランプにはジョークランプに比べて利点があります。電流を含め、プレートの表面にある多くの部品をすぐに修正できます。
電磁プレートは平面研削盤に広く使用されています。これらのプレート上に置かれた機械加工される鋼部品は、プレートの磁気吸引力によって加工中に所定の位置に保持されます。電磁クランプにはジョークランプに比べて利点があります。電流を含め、プレートの表面にある多くの部品をすぐに修正できます。
電磁クランプでは、加工中の加熱時にワークが横方向に圧縮されず、自由に伸びるため、より高い加工精度が得られます。電磁クランプにより、部品の端面と側面からの加工が可能です。
ただし、電磁クランプはカムを使用したクランプほど大きな力を提供しません。電磁プレートのコイルへの電力供給が緊急に遮断された場合、部品はその表面から引き剥がされます。したがって、電磁プレートは高い切削抵抗には使用されません。さらに、電磁プレート上で機械加工された鋼部品には残留磁気が残留することがよくあります。
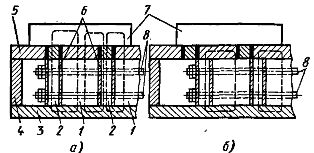
電磁プレート(図1)は軟鋼製の本体1を有し、その底部にはポール2の突出部が設けられている。カバー3が上部に配置され、その中でポールの上に位置するセクション4が中間層によって分離されている。 5 非磁性材料(鉛とアンチモンの合金、錫の合金、青銅など)。
直流電流がコイル6を通って流れるとき、非磁性中間層に囲まれたカバー(ミラー)の外面のすべての部分が1つの極(例えば、北)となる。プレートの表面の残りの部分は、もう一方の極(たとえば、南側の極)となります。加工部7は非磁性中間層と全面的に重なっており、一方の磁極2の磁束を遮断し、板表面に引き寄せられる。
細部を固定するには、ポール2間の距離ができるだけ小さいことが望ましい。ただし、2つのコイル6のターンを極間に配置する必要があるため、実装が困難であるため、小さな部品を固定するために、非磁性材料が充填されたチャンネルを備えた電磁プレートが使用されます(図2)。
このプレートにはコイル 2 が 1 つだけあります。プレートの本体 1 は、密集した非磁性溝 4 を備えた厚い鋼製カバー 3 で覆われています。小さなワークピース 5 がブランク 5 上に置かれると、ブランク 5 の磁束の一部が発生します。コイルは溝の下のカバー 3 を通って閉じられ、その一部は部品 5 で覆われた非磁性溝の周りで曲がり、ワークピースを通過し、ワークピースの吸着を確実にします。磁束の一部のみがその部分を通過するため、これらのプレートの吸引力は貫通層のあるプレートの吸引力よりも低くなります。
往復運動を目的とした電磁板の他に、一般に電磁テーブルと呼ばれる回転電磁板が広く使用されています。
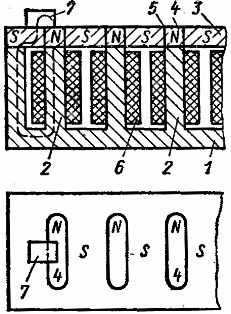
米。 1.電磁調理器
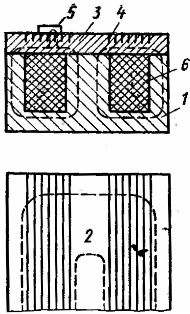
米。 2.小物部品用電磁プレート
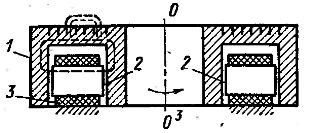
米。 3. 固定電磁石付きテーブル
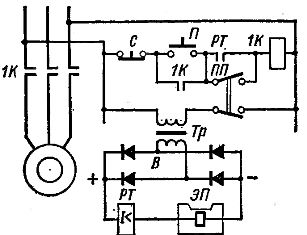
米。 4.電磁調理器のスイッチを入れる
固定電磁石を備えたテーブルは産業でも使用されています (図 3)。テーブル本体1は、周囲に配置された固定電磁石2の上を回転する。コイル 3 に直流電流が流れると、磁束が閉じ (図 3 に点線で示すように)、部品の吸引力が確保されます。
このタイプの電磁テーブルは、同心円に沿って配置された非磁性チャネルに加えて、テーブルの本体とその作業面を磁気的接続を持たないセクターに分割する放射状の非磁性中間層を備えています。他の。電磁石2が全周に配置されていない場合、そのようなテーブル上にセクタが形成され、その上に部品は固定されず、簡単に取り外すことができる。固定電磁石を備えたテーブルは、非磁性材料 (通常は青銅) で作られたリング状のガイド上にあります。これにより、電磁石の下で磁束が閉じる可能性が排除されます。
電磁板の吸引力は、固定部の材質や大きさ、表面の部品数、プレート上の位置、プレートのデザインなどに大きく依存します。 20〜130N/cm2(2〜13kgf/cm2)。
電磁調理器は運転中は加熱し、停止中は冷却します。これにより、空気が漏れを通って移動し、その結果、カウンタートップの内部で湿気が結露する可能性があります。したがって、電磁調理器の設計では、冷却液の影響から調理器のコイルを確実に保護することが重要です。このために、プレートの内部空洞にアスファルトが注がれます。
電磁調理器に電力を供給するには、24、48、110、220 V の電圧の直流が使用されます。ほとんどの場合、電圧 110 V の電流が使用されます。電磁調理器に交流で電力を供給することは、強力な消磁と強力なため受け入れられません。渦流による加熱効果。
電磁板の各極のコイルは通常直列に接続されます。それほど頻繁ではありませんが、直列から並列への切り替えに使用され、コイルの並列接続では 110 V、直列接続では 220 V が使用されます。電磁調理器の消費電力は100~300ワットです。電磁調理器の電源としてセレン整流器がよく使われています。整流器キットには、変圧器、ヒューズ、スイッチが含まれています。
電磁プレートをオンにするスキームを図に示します。 4. PPスイッチが図の位置にある場合、電磁プレートがONのときのみテーブル駆動(必要に応じて円回転)を開始できます。この場合、電磁板EPのコイルは、変圧器Trを介して系統に接続された整流器Bから電力を受ける。
電流リレー RT のコイルはこのコイルと直列に接続されており、その閉接点は 1K コンタクタのコイルと直列に接続されています。何らかの事故の結果、電磁プレートへの電力供給が遮断された場合、その接点を備えた電流リレーRTがコイル1Kの回路を遮断し、テーブル(多くの場合砥石)の回転モーターが回転します。オフ。 PPスイッチを回すと銘板がなくてもモーターがONになります。
この場合には、オフ時に電磁板のコイルの絶縁が破壊される可能性が排除される。プレートがオフになった後の巻線回路は、整流器のアームを通じて閉じられたままになります。
残留磁気の存在により、加工後の鋼部品をプレートから取り外すのが困難になることがよくあります。部品の取り外しを容易にするため、加工終了後に電磁板のコイルに逆方向に微弱な電流を流します。短いストローク長でプレートに電流を供給するには、通常、ゴム製のシースに入った特別なフレキシブルワイヤが使用されます。
より長い距離にわたるプレートの並進運動では、ブラシがその上を滑る銅製タイヤが使用されます。重機にはトロリー線が使われています。電流はスリップ リングを介して電磁質量に供給されます。
考慮された電磁ファスナーに加えて、プレートが使用されます。 永久磁石付き… これらの調理器は電源を必要としないため、停電時に調理器の表面から部品が突然外れることはありません。さらに、永久磁石プレートは動作の信頼性が高くなります。
米。 5.永久磁石調理器
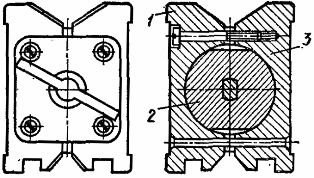
米。 6. 磁気装置
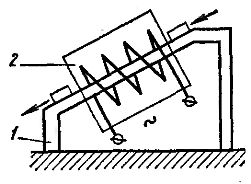
米。 7. 脱脂剤
プレート(図5、a)はハウジング4を有し、その中に永久磁石2のパッケージが入っている。磁石の間に軟鉄棒1が配置され、非磁性材料のスペーサ6によって磁石から分離されている。パッケージは真鍮のボルト8で固定されている。パッケージは軟鋼製のベース3の上に載っており、その上は同じく軟鋼製のプレート5で覆われている。プレート5は、磁極の上に位置するその表面の部分を分離する非磁性中間層を有する。プレートの本体4はシリミンまたは非磁性鋳鉄で作られている。プレート5上に置かれたスチールブランク7は、その下のポールによって引き付けられる。図の破線で示すように、極の磁束は閉じています。 5、a.
電磁プレートから部品を取り外すには、ポールパックを移動させます。極のこの位置では、磁束は閉じられ、部品 7 をバイパスします (図 5、b の点線)。この場合、部品は簡単に取り外すことができます。袋の移動は図示しない偏心器を用いて手動で行う。
プレートの内部空洞には、マグネット ブロックを動かすのに必要な力を軽減する粘性のある防食グリースが充填されています。永久磁石を備えた固定プレート、回転プレート、サインプレート、マーキングプレート、スクレーピングプレート、およびその他の永久磁石プレートが産業で使用されています。
クロスドリルロール用の磁気装置を図に示します。 6. 永久磁石 2 が図の位置にある場合。 6、部品が固定され、固定具が機械のスチールテーブルに引き付けられます。磁石2を90°回転させると、装置本体の鋼材1、3を介して磁束が遮断され、当該部品と装置の吸引が停止する。

米。 8 電磁プレート付研削盤
永久磁石装置は、インジケータースタンド、ランプ、クーラントフィッティング、整流器などの基礎としても使用されます。永久磁石装置は分解後、特別な設置で磁化する必要があります。
このような磁石を備えたプレートは、高い吸引力を特徴としています。フェライト セラミック永久磁石は、フライス盤、プレーニング盤、その他の機械に使用されます。
加工部品の残留磁気を除去するために、特殊な脱磁器が使用されます。図に示す消磁器。 7は量産品(ボールベアリング付きリング)の脱磁を目的としています。これらの部品は、非磁性材料で作られた傾斜したブリッジ1上を摺動する。同時に、それらは交流電流が供給されるコイル2の内部を通過し、交流磁場による磁化の反転を受けて残留磁気を失う。可動部分がコイル 2 から遠ざかるにつれて、場の強さは弱まります。これらのデバイスは機械に直接取り付けられます。