DCモーターのセットアップ
 直流電動機の規制は、外部検査、直流に対する巻線の抵抗の測定、ハウジングとハウジング間の巻線の絶縁抵抗の測定、巻線間絶縁の試験などの範囲で行われます。電機子巻線、試運転。
直流電動機の規制は、外部検査、直流に対する巻線の抵抗の測定、ハウジングとハウジング間の巻線の絶縁抵抗の測定、巻線間絶縁の試験などの範囲で行われます。電機子巻線、試運転。
DC モーターの外観検査は、誘導モーターの検査と同様にシールドから始まります。 DC モーターの銘板には、次のデータを表示する必要があります。
- メーカー名または商標、
- 車の種類、
- マシンのシリアル番号、
- 公称データ (電力、電圧、電流、速度)、
- マシンを励起する方法、
- 発行年、
- マシンの重量とGOST。
巻線端子 永久エンジン 相互および身体から確実に隔離する必要があり、それらと身体の間の距離は少なくとも 12 ~ 15 mm でなければなりません。外部審査では特に注意が必要です コレクタ ブラシの状態は機械の整流、ひいては動作の安定性に大きく影響するため、ブラシの機構 (ブラシ、トラバース、ブラシ ホルダー)。
コレクターを検査すると、作業面にフライスカッターの痕跡、穴、ワニスやペイントの斑点、さらにはブラシ機構の不満足な動作によるカーボン堆積の痕跡がないことが確認されます。コレクタープレート間の断熱材は1〜2 mmの深さまで選択する必要があり、プレートの端は0.5〜1 mmの幅で面取りする必要があります(エンジン出力に応じて)。プレート間の隙間は完全にきれいでなければなりません。金属の削りくずや木の削りくず、グラファイトブラシの粉塵、油、ワニスなどが含まれていてはなりません。
DC モーターの動作、特にそのブラシ機構は、コレクターの漏れとその振動の影響を受けます。コレクタの周速が速いほど、許容漏れは小さくなります。高速モーターの場合、最大許容漏れ値は 0.02 ~ 0.025 mm を超えてはなりません。振動振幅の大きさはダイヤルインジケーターで測定します。
測定中は、振動を測定する方向にインジケーターの先端を表面に押し当てます。コレクタの表面は途切れている(コレクタプレートと凹部が交互にある)ため、よく研いだブラシを使用し、その上にインジケータの先端を置きます。インジケーターのハウジングは振動のないベースに固定する必要があります。
測定中、インジケーターの指針は特定の角度内で測定された振動の周波数で振動し、その値はインジケーターの目盛りで 100 分の 1 ミリメートル単位で推定されます。ただし、このデバイスは 750 rpm までの速度での振動を測定できます。回転速度が750 rpmを超えるエンジンの場合は、機械の特定のコンポーネントの振動を測定または記録できる特別な装置、振動計または振動計を使用する必要があります。
漏れ量もインジケーターで測定します。マニホールドの漏れは、エンジンが冷たい状態と熱い状態の両方で測定されます。測定するときは、インジケーターの矢印の動作に注意してください。矢印の滑らかな動きは表面の円筒度が十分であることを示し、矢印のけいれんは表面の円筒度が局所的に違反していることを示し、これはモーターのブラシ機構にとって特に危険です。衝撃の測定は条件付きです。経験によれば、低速回転速度で衝撃値が大きく、公称速度で満足に動作するモーターがあることがわかっています。したがって、コレクターの作業の品質に関する最終的な結論は、負荷をかけたエンジンの動作を確認した後にのみ与えることができます。
DC モーターの機械部分をチェックするときは、巻線、ベアリング アセンブリの比率と接続の状態、ギャップの均一性 (モーターを分解した状態) に注意を払う必要があります。電機子とモーターの主極の間の正反対の点で測定した差は、ギャップが 3 mm 未満の場合は 10% を超えてはならず、ギャップが 3 mm を超える場合は 5% を超えてはなりません。
衝撃や振動を確認した後、モーターのブラシ機構の調整を開始します。クリップ内のブラシは自由に動く必要がありますが、ぐらつかないようにしてください。ブラシとホルダー間の通常の隙間は、回転方向で 0.1 ~ 0.4 mm、長手方向で 0.2 ~ 0.5 mm を超えてはなりません。
コレクタ上のブラシの通常の比圧力は、ブラシの材質のグレードに応じて、グラファイトブラシの場合は少なくとも 150 ~ 180 g / cm2、銅グラファイトの場合は 220 ~ 250 g / cm2 である必要があります。不均一な電流分布を避けるために、個々のブラシの圧力は平均から 10% を超えてはなりません。比圧力は次のようにして求められます。コレクタと刷毛の間に薄い紙を置き、刷毛に動力計を取り付け、動力計で刷毛を引っ張り、紙を自由に引っ張れる位置を探す。この時点でのダイノの読み取り値は、マニホールドのブラシ圧力に対応します。特定の圧力は、ダイナモメーターの読み取り値をブラシのベース面積で割ることによって決定されます。
ブラシを正しく取り付けることは、機械を正しく動作させるための最も重要な要素の 1 つです。ブラシ ホルダーは、ブラシが集電板と厳密に平行になり、ブラシの端の間の距離が誤差 2% 以内で機械の極の間隔に等しくなるように取り付けられます。
複数の枕木を備えたモーターでは、ブラシがコレクターの長さのできるだけ多くをカバーするようにブラシ ホルダーが配置されます (いわゆる積み重ね配置)。これにより、コレクターの全長に沿って整流に参加することが可能になり、コレクターのより均一な摩耗に貢献します。しかしながら、このようなブラシの配置では、動作中に(シャフトのストロークを考慮して)ブラシがコレクタの端を越えて突出しないことを保証する必要がある。エンジンを始動する前に、ブラシを中程度の粗さのガラス (ただしカーボランダムではない) 紙でコレクタ (図 1) に注意深くこすり付けます。カーボランダム紙の粒子がブラシ本体を貫通し、動作中にコレクタに傷を付けて、機械のスイッチング状態を悪化させる可能性があります。
巻線が含まれているかどうかの確認に進む前に、特定のタイプの機械の端子のマーキングを調べてください。 DC モーターの場合、巻線は GOST 183-66 に従って、名前の最初の大文字、その後に巻線の始まりを表す 1、終わりを表す 2 という数字で指定されます。モーター内に同じ名前の他の巻線がある場合、それらの最初と最後には 3 ~ 4、5 ~ 6 などの番号が付けられます。端子のマークは、図に示す励磁回路とモーターの回転方向に対応している場合があります。 2.
極巻線が含まれているかどうかがチェックされ、極性の交互が明確になります。各機械の補助極と主極の極性の交替は、機械の特定の回転方向に対して厳密に定義する必要があります。モーター モードで動作する機械の回転方向に極から極へ移動する場合、各主極の後に同じ極性の追加の極 (たとえば N_n、S_s) が存在します。極の極性は、目視検査、磁針の使用、特殊なコイルの使用など、いくつかの方法で決定できます。
1つ目の方法は、コイルの巻き方向を視覚的に追跡できる場合に使用されます。

米。 1. ブラシをコレクターにこすりつけます。 a — 間違っています。明るい
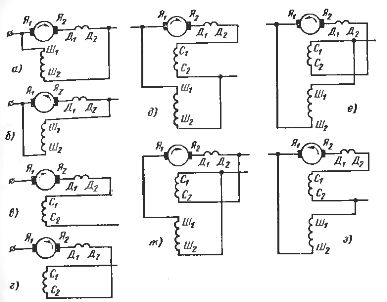
米。 2. さまざまな励磁方式および回転方向に対する DC モーターの巻線端子の指定
巻き方向を把握し、「ジンバル」ルールを使用して、極の極性を決定します。この方法は、巻線の断面積が大きいため巻線方向を決定するのが非常に簡単な、直列界磁巻線からの巻線に便利です。
2 番目の方法は、主に並列励磁巻線を持つコイルに使用されます。この方法の本質は次のとおりです。モーターの巻線に電流が印加され、先端の極性がマークされた糸に磁針が吊り下げられ、各極に交互に印加されます。極の極性に応じて、矢印は反対の極の端を向けます。
この方法を使用するときは、矢には再魔法の能力があることを覚えておく必要があるため、実験はできるだけ早く実行する必要があります。十分に強い磁場を生成するにはコイルに大量の電流を流す必要があるため、磁針法が直列コイルの極性を決定するために使用されることはほとんどありません。
コイルの極性を決定する 3 番目の方法は、どのコイルにも適用でき、テスト コイル法と呼ばれます。コイルは、トロイダル、長方形、円筒形など、あらゆる形状にすることができます。コイルは、ボール紙やセルロイドなどのフレームに、細い絶縁銅線をできるだけ多く巻いていきます。ミリボルトメーター。
テストコイルが同じ側の極を向いている場合、隣接する 2 つの極ごとにデバイスの矢印が異なる方向にずれていれば、コイルの接続は正しいと見なされます。電機子巻線に対する追加の極の巻線の正しい接続の確認は、図1に示すスキームに従って実行されます。 4.
スイッチ K を閉じると、ミリボルトメーターの針が曲がります。正しくスイッチがオンになると、補助極巻線の磁化力は電機子巻線の磁化力と逆の方向を向くため、電機子巻線と補助極巻線は逆向き、つまりマイナス(またはプラス)にオンする必要があります。アーマチュアは追加の極の巻線のマイナス (またはプラス) に接続する必要があります。
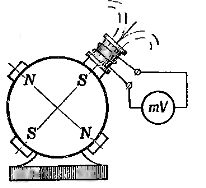
米。 3. テストコイルを使用した DC モーターの極性の決定
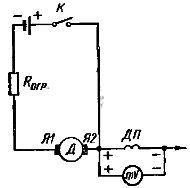
米。 4. 電機子巻線に対する追加の極の巻線の組み込みの正確性をチェックするためのスキーム
追加の極の巻線と補償巻線の相互接続を確認するには、図に示すスキームを使用できます。 5、小型エンジン用。
DC モーターの通常の動作では、補償コイルによって生成される磁束の方向が相補極コイルの磁束と一致する必要があります。巻線の極性を決定した後、補償巻線と追加の極の巻線を一緒に接続する必要があります。つまり、一方の巻線のマイナスをもう一方の巻線のプラスに接続する必要があります。
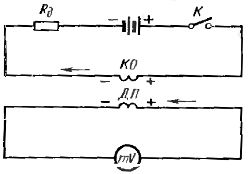
米。 5.補償巻線への追加の極の巻線の組み込みの正確性をチェックするためのスキーム
ブラシの極性を決定し、必要なコイル抵抗の測定を行う前に、ブラシを中立に設定してください。電動機の中性点とは、主極と電機子の巻線間の変換係数がゼロのときの相互配置を意味します。ブラシをニュートラルに設定するには、チェーンを組み立てます (図 6)。
励磁コイルはスイッチを介して電源(バッテリー)に接続され、アーマチュアブラシには高感度のミリボルト計が接続されており、励磁コイルにガクンと電流を流すとミリボルト計の針が一方向に振れます。または別の。ブラシが厳密に中立位置に配置されている場合、装置の針はずれることはありません。
従来の機器の精度は低く、最高でも 0.5% です。したがって、ブラシはデバイスの最小読み取り値に対応する位置に設定されており、これは中立とみなされます。ニュートラル ブラシの調整が難しいのは、ニュートラルの位置がコレクタ プレートの位置に依存することです。
アーマチュアの 1 つの位置にあるニュートラルが回転すると位置がずれてしまうことがよくあります。したがって、ニュートラル位置は 2 つの異なるシャフト位置に対して定義されます。ニュートラルの位置がアーマチュアの位置によって異なることが判明した場合は、ブラシを 2 つのマークの間の中間位置に配置する必要があります。ブラシをニュートラルに設定する精度は、ブラシの表面とコレクタの密着度によって決まります。したがって、エンジンのニュートラルを決定するときにより正確な結果を得るために、ブラシはコレクタ内で事前に擦られます。
ブラシの極性は次のいずれかの方法で決定されます。
1. 電圧計は、反対側のブラシから同じ距離にあるコレクタ上の 2 点に接続されています (図 7)。励起されると、電圧計の針が一方向または別の方向に曲がります。矢印が右に逸れる場合、«プラス»はポイント 1 にあり、«マイナス»はポイント 2 にあります。回転方向に対して最も近いブラシは、デバイスの接続されたクランプの極性を持ちます。
2. 励磁コイルに一定の極性の直流電流を流し、アーマチュアに電圧計を接続し、手または機構で押すことによりアーマチュアを回転させます。この場合、電圧計の針がずれてしまいます。矢印の方向はブラシの極性を示します。
DC モーターの巻線の抵抗の測定は、DC モーターをチェックするための非常に重要な要素です。測定結果は、巻線の接触接続 (比、ボルト、溶接接合部) の状態を評価するために使用されるためです。モーター巻線の抵抗は、電流計 - 電圧計、シングルまたはダブルブリッジ、およびマイクロオーム計のいずれかの方法で測定されます。
DC モーターの巻線の抵抗を測定する際のいくつかの特性について覚えておく必要があります。
1. 界磁の直列巻線、補償巻線、追加極の巻線の抵抗は小さいため (数千分の 1 オーム)、測定はマイクロオーム計またはダブルブリッジを使用して行われます。
2.電機子巻線の抵抗は、絶縁ハンドル内にバネを備えた特殊な 2 接点プローブを使用して、電流計電圧計法によって測定されます (図 8)。測定は、十分に充電されたバッテリーから電圧 4 ~ 6 V の直流電流を、ブラシを取り外した固定電機子の集電板に供給します。電圧降下はミリボルト計で測定されます。アーマチュアの 1 つの分岐に必要な抵抗値
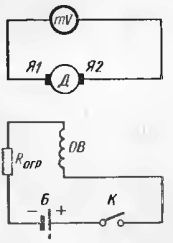
米。 6. ブラシが中立位置に正しく取り付けられていることを確認するためのスキーム
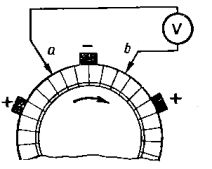
米。 7. ブラシの極性を決定するためのスキーム
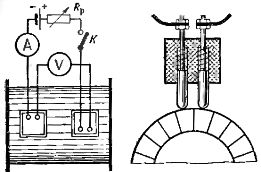
米。 8 2ピンプローブを使用した電機子抵抗の測定
他のすべてのプレートについても同様の測定が行われます。隣接する各プレート間の抵抗値は、公称値の 10% を超えて互いに異なっていてはなりません (機械に均等化巻線がある場合、その差は 30% に達する可能性があります)。
巻線の絶縁抵抗の測定および巻線の絶縁耐電圧の検査は、非同期モータの対応する検査項目と同様に行われます。
DC モーターの初期起動は、モーターのチューニング直後に実行され、最終的な動作性を確認します。非同期モーターと同様に、DC モーターは機構とギアボックスをオフにしたアイドル モードでテストされます。制御回路を適切に調整するには、DC モーターの同様のアイドル テストが必要です。
アイドル状態および負荷がかかっている状態でのエンジンの始動は、非常に慎重に行う必要があります。開始直前に、アーマチュアが容易に回転すること、アーマチュアがステータに接触していないこと、ベアリングにグリースが充填されていることを確認し、保護リレーもチェックする必要があります。最大保護のトリップ電流は、最大モーター電流の 200% を超えてはなりません。テスト付き DCモーターの始動 電流サージ中と、モーターが最大電圧および最大速度でアイドリングしているときにコレクタを監視することにより、転流の品質を制御します。
負荷によって、アイドル状態と比較して点火率が増加してはなりません。ブラシのスパーク度が 11/2、さらには 2 の DC モーターを動作させることができます。スパーク度がより顕著になると、整流が調整されます。ブラシはニュートラルに設定され、追加の極のコイルは正しく設定されます。オンにすると、ブラシがコレクタに押し付けられ、ブラシがコレクタに密着します。
アーマチュアと励磁回路の電流の変化率、電流サージの最大値、サージの比率が異なるため、コレクタでの許容できないアーク放電は制御回路の誤動作に関連する可能性があることを覚えておく必要があります。異なる時間における電機子電流と機械の磁束は回路によって異なります。負荷がかかった状態での動作を観察し、DC モーターの整流を調整した後、試運転プロセスは完了したと見なされます。