誘導オーブン回路
 この記事では、誘導溶解炉 (チャネルおよびるつぼ) および機械および静的周波数変換器によって駆動される高周波焼き入れ設備のスキームについて説明します。
この記事では、誘導溶解炉 (チャネルおよびるつぼ) および機械および静的周波数変換器によって駆動される高周波焼き入れ設備のスキームについて説明します。
誘導チャネルを備えた炉の図
工業用ダクト付き誘導炉のほとんどすべての設計は、取り外し可能な誘導ブロックで作られています。誘導ユニットは、溶融金属を収容するための裏地付きチャネルを備えた電気炉変圧器です。誘導ユニットは、ハウジング、磁気回路、ライニング、インダクターの要素で構成されます。
誘導ユニットは、インダクターごとに 1 つまたは 2 つのチャンネルを備えた単相および二相 (ダブル) として製造されます。誘導部は消弧装置付コンタクタを用いて電炉用変圧器の二次側(LV側)に接続されます。場合によっては、主回路内で並列動作する電源接点を備えた 2 つのコンタクタが含まれることがあります。
図では。図1は、単相ダクト炉誘導ユニットの電源供給図を示す。過負荷リレー PM1 および PM2 は、過負荷や短絡が発生した場合に炉を制御および停止するために使用されます。
三相変圧器は、共通の三相磁気回路、または 2 つまたは 3 つの別個のコア型磁気回路を備えた三相または二相炉に電力を供給するために使用されます。
単巻変圧器は、金属精製期間中に炉に電力を供給するために使用され、金属仕上げ期間中のより正確な電力制御のためにアイドル モードを維持して、所望の化学組成(サイレント、穴あけなし、溶解モード)および初期溶融状態を維持するために使用されます。炉は最初の溶解中に開始され、最初の溶解は浴内で少量の金属を使用して行われ、ライニングの徐々に乾燥と焼結を確実にします。単巻変圧器の電力は、主変圧器の電力の 25 ~ 30% の範囲内で選択されます。
インダクタおよび誘導ユニットのハウジングの水冷および空冷の温度を制御するために、温度を超えると信号を発する電気接触温度計が取り付けられています。金属を排出するために炉を回転させると、炉は自動的に停止します。電気炉の駆動装置に接続されたリミットスイッチは、炉の位置を制御するために使用されます。連続運転の炉やミキサーでは、金属が排出され、装入物の新しい部分が装填されるときに、誘導ユニットはオフになりません。
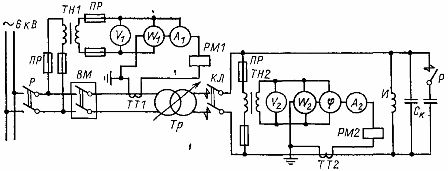
米。 1.チャネル炉の誘導ユニットの電源の概略図:VM - 電源スイッチ、CL - コンタクター、Tr - 変圧器、C - コンデンサバンク、I - インダクター、TN1、TN2 - 電圧変圧器、777、TT2 -変流器、R - 断路器、PR - ヒューズ、PM1、PM2 - 過電流リレー。
運転中および緊急時に確実な電力供給を確保するために、誘導炉傾斜機構の駆動モーター、ファン、ロードおよびアンロード装置の駆動、および制御システムには別個の補助変圧器から電力が供給されます。
誘導るつぼ炉の概略図
容量が 2 トンを超え、出力が 1000 kW を超える工業用誘導るつぼ炉は、工業用周波数の高電圧ネットワークに接続された二次負荷電圧調整機能を備えた三相降圧変圧器によって電力供給されます。
炉は単相であり、主相の均一な負荷を確保するために、磁気回路のエアギャップを変更することによってインダクタンスを調整するリアクトル L とコンデンサで構成される平衡装置が二次電圧回路に接続されています。グループ Cc は三角形のインダクタに接続されています (図 2 の ARIS を参照)。容量 1000、2500、および 6300 kV -A の電力変圧器には、9 ~ 23 段階の二次電圧ステップがあり、必要なレベルでの自動電力制御が可能です。
より小さな容量と電力の炉は、400〜2500 kV-Aの容量の単相変圧器によって電力供給され、消費電力は1000 kWを超え、平衡装置も設置されますが、電力変圧器のHV側に設置されます。炉の電力が低く、6 kV または 10 kV の高電圧ネットワークから供給されている場合、炉のオン/オフ時の電圧変動が許容範囲内であれば、バランを放棄することができます。
図では。図2は誘導周波誘導炉の電源回路を示す。炉には ARIR 電気モード レギュレータが装備されており、指定された制限内で、電源変圧器の電圧ステップ数を変更し、コンデンサ バンクの追加セクションを接続することにより、電圧、電力 Pp、および cosfi を確実に維持します。レギュレータと計器は制御キャビネット内にあります。
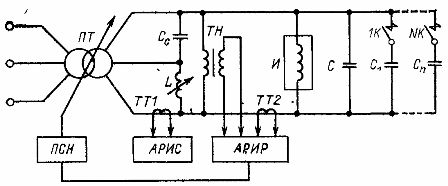
米。 2. 平衡装置および炉モードレギュレータを備えた電源変圧器からの誘導るつぼ炉の電気回路: PSN — 電圧ステップスイッチ、C — 平衡容量、L — バランリアクトル、C -St — 補償コンデンサバンク、I — 炉インダクタ、ARIS — バランスデバイスレギュレーター、ARIR — モードレギュレーター、1K — NK — バッテリー容量制御コンタクター、TT1、TT2 — 変流器。
図では。図3は、中周波機械コンバータからの誘導るつぼ炉への供給の概略図を示す。炉には、電気モードの自動調整器、るつぼを「飲み込む」ための警報システム(高温炉の場合)、および設備の水冷要素の冷却違反に対する警報が装備されています。
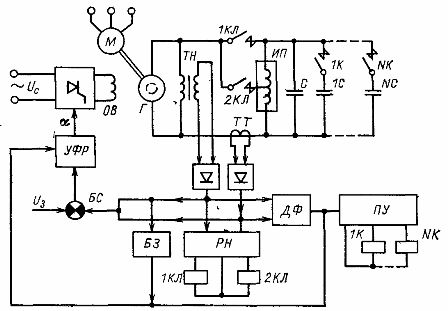
米。 3.溶解モードの自動調整の構造図を備えた機械中周波コンバータからの誘導るつぼ炉の電気回路: M — 駆動モーター、G — 中周波発電機、1K — NK — 磁気スターター、TI — 変圧器、TT —変流器、IP — 誘導炉、C — コンデンサ、DF — 位相センサー、PU — スイッチングデバイス、UVR — 位相調整器アンプ、1KL、2KL — ラインコンタクター、BS — 比較ユニット、BZ — 保護ブロック、OB — 励磁コイル、 RN — 電圧レギュレータ。
高周波焼入れ工場の概略図
図では。図4は、機械周波数変換器からの高周波焼き入れ機械への電力供給の概略図である。電源MGに加えて、回路には電力接触器K、二次巻線にインダクタIが含まれるクエンチングトランスTZ、補償コンデンサグループCK、電圧および電流トランスTNおよび1TT、2TT、測定器が含まれます。発電機電流と励磁電流の計器(電圧計 V、電力計 W、フェーザ)と電流計、および電源を短絡や過負荷から保護する過電流リレー 1RM、2RM が含まれます。
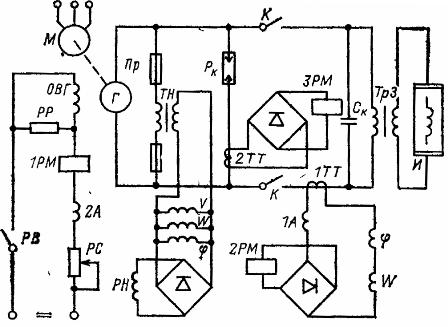
米。 4. 高周波焼き入れユニットの概略図: M – 駆動モーター、G – 発電機、VT、TT – 電圧および変流器、K – 接触器、1PM、2PM、ЗРМ – 電流リレー、Pk – 避雷器、A、V、W — 測定装置、ТЗ — クエンチングトランス、ОВГ — 発電機励磁コイル、РП — 放電抵抗器、РВ — 励磁リレーの接点、PC — 調整可能な抵抗。
部品の熱処理のために古い誘導プラントに電力を供給するには、電気機械の周波数変換器(同期または非同期タイプの駆動モーターとインダクタタイプの中周波発電機)が使用され、新しい誘導プラントでは静的周波数コンバータが使用されます。
高周波焼き入れユニットに電力を供給する工業用サイリスタ周波数コンバータの図を図に示します。 5. サイリスタ周波数変換器の回路は、整流器、チョーク ブロック、コンバーター (インバーター)、制御回路、補助ブロック (リアクトル、熱交換器など) で構成されます。インバータは励磁方式により自励式(主発電機からの)と自励式があります。
サイリスタコンバータは、広範囲にわたる周波数の変化(負荷パラメータの変化に応じた自己調整発振回路を使用)と、負荷パラメータの変化による広範囲の負荷パラメータの変化に対して一定の周波数の両方で安定して動作できます。加熱された金属の能動抵抗とその磁気特性 (強磁性部品の場合)。
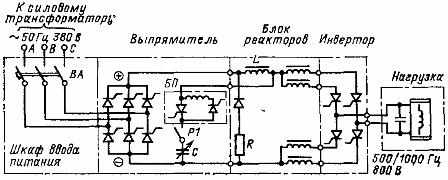
米。 5. サイリスタ コンバータ タイプ TFC -800-1 の電源回路の概略図: L - 平滑リアクトル、BP - 始動ブロック、VA - 回路ブレーカー。
サイリスタコンバータの利点は、回転質量がないこと、ベースへの負荷が低いこと、効率低下に対する力率の影響がほとんどないことです。効率は全負荷時に 92 ~ 94% で、0.25 ではわずか 1 ~ だけ低下します。 2%。また、周波数を一定範囲内で容易に可変できるため、発振回路の無効電力を補償するために容量を調整する必要がありません。