製材所用電気機器
 製材工場では、丸材を板や梁などに切断するための主な設備が製材所です。
製材工場では、丸材を板や梁などに切断するための主な設備が製材所です。
鋸フレームは、剛性フレーム内に鋸が張られたマルチ鋸機です。縦型製材機は、ジョギングと連続送りを備えた、シングル デッキとダブル デッキ、狭い開口部と広い開口部で製造されます。最新の製材機フレームには 3 ~ 6 個の電気モーターが搭載されています。クランクシャフトの回転速度 - 200 ~ 600 min-1 で、駆動は巻線ローターを備えた非同期モーターによって実行され、場合によってはかご型ローター モーターによって実行されます。
鋸のフレーム(図1)上で、長さ3.2〜9 m、直径65 cmの丸太が前額部で切断されます。フレームの鋳鉄フレームは、横接続によって互いに接続された 2 本の脚と側壁で構成されています。
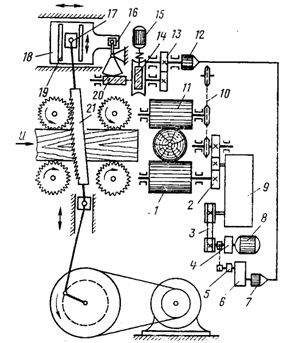
米。 1. 製材機フレームの運動図
製材機のフレームはベースプレートに取り付けられています。 2 つのフライホイールとドライブ プーリーを備えたクランクシャフトは、プレートに取り付けられた 2 つのメイン ベアリング内で回転します。I ビームのコンロッドは、下部ヘッドがローラーベアリングを介してクランクシャフトのピンに接続され、上部ヘッドはニードルベアリングを介して鋸フレームの下部クロスメンバーを介してピンに接続されています。
鋸フレームの下部および上部のクロスメンバーは、丸い管状のサポートによって接続されています。鋸フレームのクロスメンバーにピンが付いた Textolite スライダーは、テーパーローラーベアリングによって接続されています。
鋸フレームの設計により、油圧テンショナーの使用が可能になります。 8 つのガイドのうち、4 つは角柱状、4 つは平坦で、ベッドに取り付けられた鋳鉄プレートに対で取り付けられています。上部ガイド プレートはスライドに取り付けられており、プロット Δ のサイズに応じて鋸フレームの傾斜機構によって移動します。
サイリスタ駆動で構成される 4 ローラー送り機構の個別の駆動により、丸太送り速度のスムーズな調整が保証されます。エンジン8から電磁石、電磁クラッチ4、ベルト伝動装置3、ギアボックス9、ギア2を介して下ローラ1にトルクが伝達され、ローラチェーン10を介して上ローラ11が回転する。
小包の大きさは、遠心レギュレータ5のダイヤルを回して電磁クラッチ4のスライドを変えることにより調整する。このために、オペレータはサーボモータ15をオンにし、ダイヤルを適切な角度に回し、回転はウォームギヤ14、ギヤ13、セルシンセンサ12、セルシンレシーバ7、減速機6によって行われる。ウォームギア20とレバー16を介して同時に余裕Δを変化させることにより、鋸フレーム上部スライド17のガイド19とともにプレート18が水平面内で移動し、鋸21の傾きが変化する。
製材機フレーム 2P80 の概略回路図を図に示します。 2. その電気機器は、125 kW の主軸駆動非同期モーター M1、鋸フレーム傾斜機構駆動モーター M2 モーター、油圧ステーション モーター MZ、潤滑ポンプ モーター M4 および DC モーター M5 を備えたサイリスタ駆動に基づく自動制御システムで構成されます。
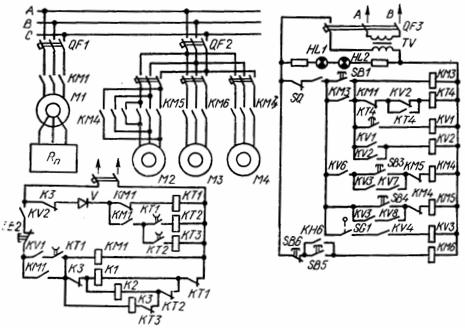
米。 2. 製材機フレーム 2P80 の電気回路図
モータの最大電流保護は自動スイッチ QF1 ― モータ M1、QF2 ― モータ M2、MZ、M4、QF3 ― 制御回路によって行われ、QF3 が ON になると警告灯 HL1、HL2 が点灯します。主軸モータM1はリニアコンタクタKM1により起動され、送りモータM5の駆動モータはコンタクタKM2により起動される。
電気制御回路には以下のものが含まれる。リレーコンタクタ制御回路およびサイリスタ直流駆動による自動制御システムの回路。上部ゲートが開いているときに鋸フレームの駆動を開始するには、主軸と V ベルトの安全ストリップが取り外され、鋸フレームが停止しているときにリミット スイッチが使用されます (そのブロックは図 2 に示されています)。 SQ の文字が付いています)。
巻線ローターによるモーター M1 の始動は、加速リレー KT1、KT2、KT3 を順次閉じることによって時間の関数として実行されます。加速リレー KT1、KT2、KT3 は、コンタクター K1、K2 を使用して、所定の時間遅延で始動レオスタット Rp の 3 段階を徐々に出力します。そしてK3。
スタートボタン SB1 (図 2 を参照) を押すと、コンタクタ KM3 のコイルがオンになり、オイルポンプのモータ M4 の電源接点 KM3 が閉じ、閉接点 KM3 はボタン SB1 をバイパスします。
主動モータM1は、中間リレーKV1の接点KV1が閉じると起動される。このリレーのコイルは、KT4 タイム リレーの KT4 接点を介して電力を受け取り、閉じると遅れて閉じます。したがって、リレー KT4 は、モーター M4 と M1 の始動の間に遅延を提供します。
リレー KV1 がオンになると、リレー KV2 も同時にオンになり、KV2 の閉接点がコンタクタ KM1 のコイルに通電します。コイル KM1 は電力を受け取った後、モータ M1 の電源回路の主接点 KM1 をオンにし、始動加減抵抗器が完全に設定されるとモータのロータが回転を開始します。加速コンタクタ K1、K2、K3 が減速動作した後、モータ ロータは最高速度で回転します。
モーター M1 の始動が完了すると、接点 K3 が開いてコンタクター K1 と K2 の電源回路が遮断され、フィーダー M5 のモーター始動回路の接点 K3 が閉じて始動の準備が整います。 SB2ボタンを押すとモーターが停止します。
油圧システムは、上部の送りローラーが溶接されたケーシングに取り付けられた前部ドアと後部ドアを昇降させます。ゲートは、油圧ステーションによって駆動される油圧シリンダーによって上の位置に持ち上げられます。油圧ステーションの駆動は、ボタンを押すと始動するモーター M3 によって行われ、スターターのコイル KM6 が通電され、KM6 の主接点が閉じます。
鋸フレームの傾きは手動(ボタン SB3 および SB4 を押すことにより)または自動で制御できます。スターター KM4 の巻線 KM4 (「多い」) とスターター KM5 の巻線 KM5 (「少ない」) の自動制御により、モード スイッチが「自動」位置にあるときにオンになるリレー KV3 を通じて電力が供給されます。つまり、接点 SQ1 が閉じているときです。
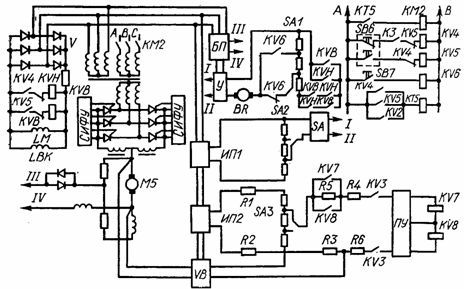
サイリスタ電源は、M5 DC モータとサイリスタ コンバータで構成されます。サイリスタコンバータ(図9.2、c)は、回路内のタイムリレーKT5の接点が閉じられると、接点KV3を介してスターターKM2によってオンになり、そのコイルは電力を受け取ります。タイミングリレー KT5 は、コイル KV4 (正転) または KV5 (逆転) が通電されると通電されます。
切断中に丸太が詰まった場合は、エンジンを逆転させると丸太が引っ込みます。 M1 モーターが動作していなければ、フィーダーモーターを始動することはできません。これは、供給回路KV4に接点K3を含めることによって保証され、モータM1の始動終了後に閉じる。スタータ KM2 がオンになると、コンバータとモータの界磁巻線 LM が通電されます。
レジスターがスタックしている場合、SB6 ボタンを押すとリレー KV4 と KVB がオフになり、リレー KV5 と KVH がオンになります。この場合、KVH リレーがサイリスタ コンバータに含まれるアンプ U の電源回路の接点を閉じます。その結果、コンバータの出力の電圧の極性が変わり、モータの方向が変わります。回転。

BRタコジェネレータとLBL励磁コイルによる負帰還により、負荷変動時の回転数の安定性を確保しています。アーマチュア BR はアンプ V の入力に接続されています。過渡現象は、サイリスタ コンバータ回路での回生ブレーキの使用によって強制されます。
送り速度は手動および自動で調整されます。このために、SA スイッチが設定されます。手動供給速度調整では、速度調整器は回路 I および II を介してアンプ U に接続されます。スピードコントローラーSA1~SA3は、MLT抵抗器が接続されているパネルへのスイッチです。
可動接点 SA1 を動かすと、PU アンプを介してパルス位相制御システム (SPPC) に入力される制御信号が変化し、ブリッジ整流回路で接続されたサイリスタの点弧角が変化し、これによりモーター M5 の速度が変化します。
SA スイッチを通じて M5 エンジンの速度を自動的に調整するには、SA1 をアンプ ブロック Y から切り離し、アンプ Y SA2 (ジャーナル直径センサー) に接続します。この場合、SA1は、安定化電源IP1に接続され電源切替機構により回転するポテンショメータであるSA2から電力の供給を受け始める。
ジャーナル径が変化するとポテンショメータSA2のスライダが移動し、SA1に印加される制御電圧の値が変化するため、ジャーナル径の変化に応じて送り速度が変化します。速度の値は鋸フレームの傾斜に一致する必要があり、速度は SA3 のスイッチによって制御されます。
鋸枠傾斜センサSA3は、抵抗R1、R2を介して安定化電源IP2に接続されている。その結果、鋸フレームの傾斜角に比例した応力が生じます。この電圧は、モータ電機子から取得され、整流器ブロック VB を介して抵抗 R3 に供給される、速度に比例するモータ電圧 M5 と比較され、鋸フレームの傾斜センサの出力電圧から減算されます。
モーターが逆転すると、VB ブロックは一定の基準極性を維持します。不一致信号は、抵抗器 R4 ~ R6 および閉接点 KV3 (自動調整中に閉) を介して中間増幅器 PU の入力に供給されます。信号は増幅されて PU 出力に供給され、リレー KV7 と KV8 が接続されます。これらは、エラー入力信号の極性に応じてトリガーされます。
したがって、送り速度が増加すると、モーターから除去される電圧が増加し、不一致値は負になります。この場合、送り速度と鋸フレームの傾きとの関係が崩れてしまいます。 PU アンプからの増幅された出力信号にはリレー KV7 が含まれており、その閉接点にはコイル KM4 が含まれています。
KM4 閉接点は M2 モーターを「前方」に回転させ、鋸フレームの傾きを増加させます。同時に、ポテンショメータのスライダを動かすことにより、SA3 の出力電圧が増加します。偏差信号はゼロまで減少し始め、その後鋸フレームの傾きの増加は止まります。これにより、送り速度と鋸フレームの角度の一致が維持されます。
制御プロセスは送り速度の減少でも同様に進行しますが、この場合の誤差信号は正の符号を持ちます。これにより、リレー KV8 がオンになり、KM5 とモーター M2 が逆転します。送り速度が減少すると、鋸フレームの傾斜も減少します。レギュレーション中、ドライブ接点 KV7 および KV8 は抵抗 R5 をバイパスするため、プロセスを強制的に実行できます。
切削開始時の切削速度は加工送り速度の 30% 以下にする必要があります。これは次の方法で行われます。ボタン SB7 を押すと、リレー KV6 が通電され、その接点が出力 SA1 に切り替わります。その結果、小さな制御電圧が閉接点 KV6 を介してサイリスタコンバータの入力に供給され、切断速度が遅くなります。 。
送りの終了後、SB7 ボタンがオフになり、装置は動作モードになります。投入中の鋸フレームの傾きに対する自動制御システムの中断は、閉接点 KV6 を電源回路に接続することによって提供されます。スターターコイルKM4とKM5の。