マグネットスターターの修理
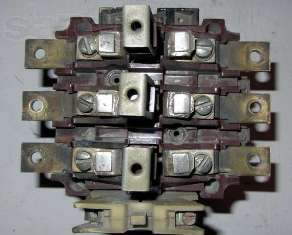
電磁開閉器の接点修理
 連絡先 磁気スターター表面に燃えた痕跡や炭素の堆積がある場合は、ホワイトスピリットまたは航空ガソリンに浸した綿布で拭き取ります。
連絡先 磁気スターター表面に燃えた痕跡や炭素の堆積がある場合は、ホワイトスピリットまたは航空ガソリンに浸した綿布で拭き取ります。
接点表面の金属の飛び散りや「ビード」はヤスリで取り除きます。厚さ 0.05 mm のパイクで清掃した後、接触面の接続がしっかりしていることを確認します。閉じた接点では、プローブは接点間の接触面の 25% を超えて通過してはなりません。
破損や緩みがあった場合には、接点スプリングを新品または不良品のスタータと交換します。
通電線を取り付けるネジ穴のネジ山が磨耗したり露出したりした場合は、ネジ山が傷んだ穴を切除し、以下のサイズのネジ山をタップでたたきます。

電磁開閉器の磁気回路の修理
磁気始動器の磁気回路は、アーマチュアと、その上に短絡されたコイルが補強されたコアで構成されています。
コアとアーマチュアの汚れた接触面は、ガソリンに浸した洗浄剤で洗浄します。接点の表面に腐食の痕跡がある場合は、ヤスリで表面を拭きます。 0.05 mm プローブで洗浄した後、アーマチュアを手でコアに押し付けて、コアとアーマチュアの間の接触領域を確認します。接触面はコア部分の少なくとも 70% でなければなりません。
アーマチュアの中間コアと磁気回路のコア間のエアギャップが 0.2 mm 未満の場合は、スターターのアーマチュアまたはコアをバイスでクランプし、中間コアに細い溝を備えたヤスリを充填します。次にアンカーをコア上に配置し、ギャップを調べます。距離は 0.2 ~ 0.25 mm である必要があります。コアに給電するときは、マグネットシステムが閉じているときにアーマチュアとコアコアの表面が平行であることを確認してください。

加工硬化中、コアとアーマチュアの接触面は硬化の痕跡がなくなるまで研削盤で研削されます。プローブで研削した後、中間ストランド間のギャップ、およびアーマチュアの端ストランドとコアの接触面積を確認します。中間コア間のギャップは上限値内である必要があり、端コアの接触面積はコア断面積の 70% 以上である必要があります。
スターターの損傷した短絡は新しいものと交換されます。スターターの損傷した短絡の片側をヤスリで切り取り、除去します。
コイルが取り付けられている場所をヤスリで掃除します。新しいショートターンは真鍮製です。寸法のずれによる材料の置き換えや短絡は、付属のスターターのノイズの増加やループの許容できない加熱につながるため、禁止されています。
スタータ内で発生した短絡は、コアの溝に押し込まれるか、コアの上に置かれてその固定プレートが曲げられます。
磁気回路の表面の色が損傷している場合は、ガソリンまたはホワイトスピリットを浸した洗浄剤で洗浄し、乾燥させます。乾燥後、接触面がワニスで覆われず、接触面の端の周りの未塗装のストリップの幅が3 mm以下になるように、コアとアンカーをエナメル浴に下げます。磁気回路のコアとアーマチュアを筆で塗装することもできます。
塗装面は2~3時間自然乾燥させます。

電磁開閉器のターミナルクランプの修理
端子台の焼けたり酸化した接触面は、やすりやサンドペーパーで掃除し、ガソリンに浸した洗浄剤で拭き、POS-30 はんだで錫メッキします。
給電線を取り付けるネジ穴のネジ山が磨耗したり切れたりした場合は、銅や真鍮などをガストーチで溶接します。溶接箇所をやすりできれいにし、釘を打ち、新しいネジ山を切るための穴を開けます。損傷したねじ山のサイズに合わせて、ドリル穴にねじ山が切り込まれます。