非同期モーターの規制
 非同期モーターの調整は以下の範囲で行います。
非同期モーターの調整は以下の範囲で行います。
• 外観検査;
• 機械部品のチェック。
・身体に対するコイルの絶縁抵抗、およびコイル間の絶縁抵抗の測定。
・直流に対する巻線の抵抗を測定する。
• 工業用周波数で電圧を高めたコイルのテスト。
• テスト走行。
誘導電動機の外観検査は制御盤から始まります。
プレートには次の情報が含まれている必要があります。
• メーカーの名前または商標、
• タイプとシリアル番号、
• 公称データ (電力、電圧、電流、速度、コイル接続図、効率、力率)、
• 発行年、
• エンジンの重量と GOST。
エンジンシールドについて知る 作業の初めに必要です。次に、エンジンの外面の状態、軸受アセンブリ、シャフトの出力端、ファン、端子の状態を検査します。
三相モーターに複合固定子巻線と分割固定子巻線がない場合、端子は表に従って指定されます。このようなコイルが存在する場合、端子は通常のコイルと同じ文字で示されますが、大文字の前に追加の数字が付けられます。ために 多段速度非同期モーター 文字の前の数字は、そのセクションの極の数を示します。
表1
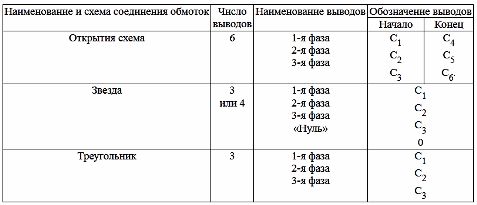
表2

注: 端子の番号は P — ネットワークに接続、C — フリー、Z — 短絡
マルチスピードモーターのシールドのマーキングと、さまざまな速度でシールドをオンにする方法については、表を参照して説明できます。 2.
誘導電動機を検査するときは、充電部とハウジングの間の距離を測定しながら、さまざまな絶縁欠陥が非常によくある端子箱と出力端の状態に特別な注意を払う必要があります。サーフェスが重ならないように十分な大きさにする必要があります。同様に重要なのは、軸方向のシャフト振れの値です。規格によれば、出力が 40 kW までのモーターの場合、この振れは 2 mm (一方向で 1 mm) を超えてはなりません。
エアギャップのサイズは非同期モーターの特性に大きな影響を与えるため、非常に重要です。そのため、修理後またはモーターの動作が不十分な場合には、エアギャップを正反対の 4 点で測定します。クリアランスは全周にわたって均一である必要があり、これら 4 つの点のいずれにおいても平均値の 10% を超える差があってはなりません。
ねじ切り研削盤や歯研削盤などのさまざまな工作機械の非同期モーターには、漏れと振動に対する特別な要件があります。電動機械の軸振れや振動は、機械の回転部分の加工精度や状態に大きく影響されます。モーターシャフトが曲がっている場合、衝撃と振動は特に大きくなります。
振れ — 回転体などの回転部品または振動部品の表面の、特定の (正しい) 相対位置からの偏差。ラジアルストロークとエンドストロークを区別します。
すべての機械にとって、漏れはベアリング アセンブリと機械全体の通常の動作を妨げるため、望ましくありません。 漏れを測定する 0.01mmから10mmまでのストロークを測定できるダイヤル付き。軸の振れを測定するときは、低速で回転する軸にインジケーターの先端を当て、時針の偏差から振れの値を推定しますが、この振れの値は、時計の技術仕様で指定されている値を超えてはなりません。機械とかエンジンとか。
電気機械の耐久性と信頼性はその状態に依存するため、電気機械の絶縁は重要な指標です。 GOSTによると、電気機械の巻線の絶縁抵抗はMΩ以上である必要があります。
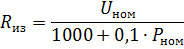
ここで、Un — 公称巻線電圧、V。 Pn — 機械の公称電力、kW。
絶縁抵抗はエンジンの試験始動前に測定され、その後は運転中に定期的に測定されます。さらに、長時間の動作中断後やドライブの緊急シャットダウン後にも発生します。

モーター内で各相の開始と終了を追跡する場合、絶縁抵抗はケースおよび巻線間に対して各相ごとに個別に測定されます。多速度モーターでは、絶縁抵抗は各巻線ごとに個別にチェックされます。
電動モーターの絶縁抵抗の測定には、最大 1000 V の電圧が使用されます メガメートル 500Vおよび1000V用。
測定は次のように行われます。メガオーム計«スクリーン»のクランプは機械の本体に接続され、2番目のクランプは信頼性の高い絶縁を備えたフレキシブルワイヤでコイルの端子に接続されます。信頼性の高い接触を確保するために、ワイヤの端は尖った金属ピンを備えた絶縁材のハンドルで密閉する必要があります。
メガーハンドルは約 2rps の周期で回転します。小型モーターは容量が小さいため、機械巻線の絶縁抵抗に応じた位置に装置の針が設定されます。
新しい機械の場合、実践が示すように、絶縁抵抗は 20 °C の温度で 5 ~ 100 メガオームの範囲で変動します。低電力および最大 1000 V の電圧を備えた低クリティカル ドライブを備えたモーターへ ≪電気設備に関する規則≫ R の値に特定の要件を課さないでください。実際には、抵抗が 0.5 メガオーム未満のモーターを動作させると、絶縁抵抗が増加し、その後問題なく動作する場合があります。
動作中の絶縁抵抗の低下は、表面の湿気、導電性粉塵による絶縁表面の汚染、絶縁体への水分の浸透、および絶縁体の化学分解によって引き起こされます。絶縁抵抗の減少の理由を明らかにするには、制御回路内で 2 つの電流方向を持つダブルブリッジ (R-316 など) を使用して絶縁抵抗を測定する必要があります。測定結果が異なる場合、最も考えられる原因は断熱材の厚さへの水分の浸透です。
特に、誘導電動機の試運転の問題は、電圧を上げて巻線をテストした後にのみ決定する必要があります。過電圧試験を行わずに絶縁抵抗の値が低いモーターを組み込むことは、モーターを危険にさらすか、高価な機器のダウンタイムを許容するか、どちらがより有益であるかが決定される例外的な場合にのみ許可されます。
モーターの動作中に、絶縁が損傷し、許容基準を下回る絶縁耐力の低下につながります... GOSTによると、ケースとケース間の巻線の絶縁の絶縁耐力のテストそれらは、モーターをネットワークから切り離し、テスト電圧で1分間実行されます。その値は表に示されている値以上である必要があります。 3.
表3
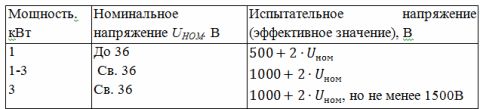
昇圧した電圧はいずれかの相に印加され、残りの相はモータのケーシングに接続され、モータ内部で巻線がスターまたはデルタに接続されている場合、巻線とフレーム間の絶縁試験が同時に行われます。巻き全体。試験中は瞬時に電圧を印加することはできません。試験は試験電圧の 1/3 から開始し、その後電圧を試験電圧まで徐々に増加させます。試験電圧の半分から最大試験電圧までの立ち上がり時間は少なくとも 10 秒でなければなりません。
フル電圧は 1 分間維持され、その後徐々に 1/3Utest まで低下し、テスト設定がオフになります。試験中に絶縁体の破壊や絶縁体の表面の重なりがなく、絶縁体の部分的な損傷を示す鋭い衝撃が機器に観察されなかった場合、試験結果は満足のいくものであるとみなされます。
テスト中に故障が発生した場合は、故障箇所を特定し、コイルを修理します。電圧を再度印加し、外部から火花が見えない場合は火花、煙、またはわずかな破裂音を監視することで、障害の位置を特定できます。
回路要素の技術データを明確にするために実行される巻線の抵抗のDC測定により、場合によっては短絡の存在を判断できるようになります。測定中の巻線の温度は周囲温度と 5 °C 以上の差があってはなりません。
測定は、シングルブリッジまたはダブルブリッジを使用し、電流計電圧計法またはマイクロオーム計法によって行われます。抵抗値は平均と 20% を超えて異なっていてはなりません。
GOSTによると、巻線の抵抗を測定する場合、各抵抗を3回測定する必要があります。電流計電圧計法でコイル抵抗を測定する場合、それぞれの抵抗値を 3 つの異なる電流値で測定する必要があります。 3 回の測定の算術平均値が実際の抵抗値として取得されます。
高い測定精度が要求されない場合には、電流計電圧計法(図1)が使用されます。電流計電圧計法による測定は、オームの法則に基づいています。
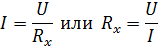
ここで、Rx — 測定された抵抗、オーム。 U - 電圧計の読み取り値、V;私は電流計を読んでいます、A.
この方法による測定の精度は、機器の総合誤差によって決まります。したがって、電流計の精度クラスが 0.5%、電圧計の精度クラスが 1% である場合、合計誤差は 1.5% になります。
電流計電圧計法でより正確な結果を得るには、次の条件を満たす必要があります。
1. 測定の精度は接点の信頼性に大きく依存するため、測定前に接点をはんだ付けすることをお勧めします。
2. 直流電源は、電源での電圧降下の影響を避けるために、電圧が 4 ~ 6 V のネットワークまたは十分に充電されたバッテリーでなければなりません。
3. 計器の読み取りは同時に行う必要があります。
ブリッジを用いた抵抗測定は主に、より高い測定精度が必要な場合に使用されます。正確さ ブリッジング方法 0.001%に達します。ブリッジの測定限界の範囲は 10-5 ~ 106 オームです。
マイクロオーム計は、接触抵抗やコイル間の接続など、多数の測定値を測定します。
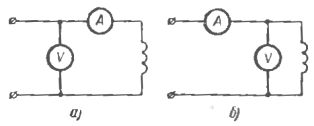
米。 1. 電流計電圧計法による直流コイルの抵抗測定方式
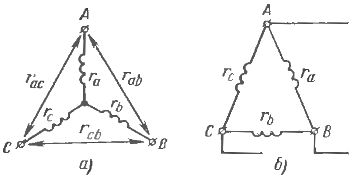
米。 2. スター型 (a) とデルタ型 (b) で接続された誘導モーターの固定子巻線の抵抗を測定するためのスキーム
装置を調整する必要がないため、測定が迅速に行われます。出力が 10 kW までのモーターの DC 巻線の抵抗は、動作終了後 5 時間以上、10 kW を超えるモーターの場合は、回転子が固定されている場合は 8 時間以上測定されます。巻線の 6 つの端すべてがモーターの固定子から取り外されている場合、測定は各相の巻線で個別に行われます。
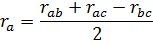
巻線が内部でスター型に接続されている場合、直列に接続された 2 つの相の抵抗がペアで測定されます (図 2、a)。この場合、各相の抵抗は
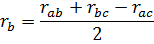
内部デルタ接続を使用して、リニア クランプの出力端の各ペア間の抵抗を測定します (図 2、b)。すべての相の抵抗が等しいと仮定すると、各相の抵抗は次のように決定されます。

マルチスピードモーターの場合、同様の測定が各巻線または各セクションに対して行われます。
AC マシンの巻線が正しく接続されているかを確認します。場合によっては、特に修理後、誘導モーターの水端にマークがないことが判明し、巻線の始まりと終わりを判断する必要があります。最も一般的な判断方法は 2 つあります。
第1の方法によれば、まず、各相の巻線の端部がペアで決定される。次に、図に従って回路を組み立てます。 3、a.「プラス」ソースはフェーズの 1 つの始まりに接続され、「マイナス」はフェーズの終わりに接続されます。
通常、C1、C2、C3 はフェーズ 1、2、3 の開始点とみなされ、C4、C5、C6 は終了点 4、5、6 と見なされます。他のフェーズ (2 つのフェーズ) の巻線の電流をオンにした瞬間-3) は、C2 と C3 の始点が「マイナス」、C5 と C6 の終点が「プラス」の極性を持つ誘導起電力です。フェーズ 1 の電流がオフの瞬間、フェーズ 2 とフェーズ 3 の両端の極性は、それらがオンのときの極性と逆になります。
フェーズ 1 にマークを付けた後、直流電源がフェーズ 3 に接続されます。同時にミリボルト計または検流計の針が同じ方向にずれている場合、巻線のすべての端に正しくマークが付けられています。
2 番目の方法に従って開始と終了を決定するには、モーター巻線をスターまたはデルタに接続し (図 3、b)、単相減電圧をフェーズ 2 に適用します。この場合、C1とC2、C2とC3の両端間には供給された電圧より若干高い電圧が発生し、C1とC3の両端間の電圧はゼロになります。フェーズ 1 と 3 の端が正しく接続されていない場合、C1 と C2、C2 と C3 の端の間の電圧は供給される電圧より低くなります。最初の 2 つのフェーズのマーキングを相互に決定した後、3 番目のフェーズも同様の方法で決定されます。
誘導モーターの初期起動。エンジンの完全な保守性を確立するために、アイドル状態と負荷下でテストが行われます。ベアリングにグリースを充填して、機械部品の状態を再確認します。
モーターの動き易さはシャフトを手で回して確認し、ローターとステーター、ファンとハウジングの接触を示すパチパチ音やカタカタ音などが無く、回転方向が正しいか確認します。回転がチェックされるため、エンジンが短時間オンになります。
最初のアクティブ化の持続時間は 1 ~ 2 秒です。同時に始動電流値を監視します。エンジンの短期間の始動を 2 ~ 3 回繰り返し、スイッチをオンにする時間を徐々に長くし、その後、エンジンを長期間オンにできるようにすることをお勧めします。エンジンがアイドリングしている間、レギュレータは走行装置が良好な状態であること、つまり振動、電流のサージ、ベアリングの加熱がないことを確認する必要があります。
テストの結果が満足のいくものであれば、機械部品と一緒にエンジンのスイッチを入れるか、特別なスタンドでテストします。機械のメインブロックと巻線の温度、力率、ユニットのベアリングの潤滑状態を監視しながら、エンジンの動作をチェックする時間は5〜8時間です。